There are a whole array of solders to choose from, some cheap and others high tech. Your choice is wide because each variety comes in a range of thicknesses. The optimum thickness of the solder will depend on the size of iron you are using. Many people use a solder which is too thick for the size of iron they are using. I would recommend solder thick nesses as follows:
Soldering Iron | Size | Solder Thickness
Up to 20 watts, bit sizes up to 4.5mm 22 swg
20 watts to 40 watts 18 swg
4.0 watts to 100 watts 16-18 swg
100 watts upwards, bit sizes from 9.5mm 16 swg
It will be seen that even for the large iron, the recommended solder thickness is only 16 swg. There is no point in using all the power of the soldering iron to melt the solder.
There will then be insufficient power left to heat the areas to be jointed, which will only cause a dry joint.
You should avoid buying solder which is not marked with the type or the quantity. Some of the cheap tubes contain only small quantities of very poor solder aimed at the totally inexperienced D-I-Y user and totally unsuitable for proper soldering. Try to select a proprietary name such as "Multicore", "Frys", etc., and a type which clearly indicates what it is and what flux it contains, if any.
Pre-Fluxed Solders
Most solders you will buy are pre-fluxed, including most of the solders mentioned below with the exception of plumbers' solder. It will be quite rare nowadays to find a quality solder that is not pre -fluxed and therefore care must be taken if you decide to add an extra flux, to ensure that the two fluxes do not react with each other. In pre -fluxed solders the flux is contained in cores which run throughout its whole length (Figure 4.1).
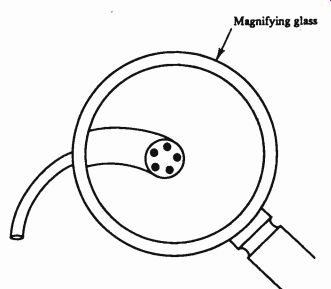
Fig. 4.1
The types generally available are as follows:
Savbit: This is the type I would recommend for most model ling and electronic work. It is available in most sizes and contains in-built inert flux. The advantage of this solder over the standard 60/40 variety is that it contains a small amount of copper which in my experience, considerably lengthens the life of the soldering iron bit. The theory is that the copper is absorbed by the chemical reaction and prevents the soldering iron bit from deteriorating instead. I would point out that Savbit is a trade mark of Multicore Solders Ltd, although a similar product is available from other manufacturers.
60/40 Tin/Lead: This has been the most widely used solder over the years. Most of us can find some of this in our possession. It is my opinion that this type has been superseded by the Savbit type, but it is still very suitable for most uses. However, it is recommended that it should be used only with iron -coated soldering iron bits. It was because of the etching effect of this type of solder that the iron-plated bit was introduced in the first place.
40/60 Tin/Lead: This has a lower melting point than the two previously mentioned types and often comes with a more active flux. I would not recommend its use for electronics, but it would be very suitable for stained glass work, etc.
Arax 95/5 TM/Antimony: This solder has a very corrosive flux and is very suitable for stainless steel and other materials requiring a more aggressive flux content. You should not use it on electronics or models unless you are prepared to thoroughly scrub the work afterwards to remove the excess flux.
Alusol: This is a specialist solder intended, as its name implies, for soldering aluminum. It has been specially formulated for that use and again should not be used for other applications. Alusol is a registered trade mark of Multicore Solders Ltd.
Plumbers: The modern plumbers' solder must not contain lead if being used with water. This type of solder usually comes In much thicker sizes than most, and would usually be used with a blow torch. It would be mostly unsuitable for jobs where a soldering iron would be used.
Solder Paste: This material is really for an emergency repair, although some people do use it instead of ordinary solder.
Solder Tape: This really is for that emergency repair. It is designed to melt by using a match or cigarette lighter, and is unsuitable for use with a soldering iron.
Low-melt Solder: This is a specialist solder sold mainly for builders of white -metal kits in the model railway and war-game market. Some low-melt solders melt at a very low temperature which it is virtually impossible to get down to even with a very accurate temperature controlled soldering iron. This of course means that they will be very difficult to work with. If the white metal needs a solder with this low a melting temperature, then it also may be very difficult to work with. The best type of low-melt solder melts around 140°C.