Written by Wayne Saylor [Audio Engineer, Memorex Corporation. Santa Clara,
Calif.]

Tape edge quality is an important, but often overlooked factor affecting recording performance. The tape edge must conform to precise tolerances so that the tape will track precisely across the record and playback heads and so that good, uniform head-to-tape contact is maintained. This head-to-tape interface directly affects recording performance in frequency response output.
Precision quality slitting will facilitate precise tracking of the tape across the heads of the tape deck. Imprecise slitting can cause impairment of the head/tape interface in the following ways:
1. Loss of head-to-tape contact caused by debris from poor slitting results in loss of output, which is greater at higher frequencies.
2. Loss of head-to-tape contact caused by curvature, resulting in poor contact or head-to-tape separation on one edge of the tape relative to the other edge. This results in a different frequency response and output between the two stereo channels. The edge track (left channel) will usually have more output fluctuation.
3. Tape travel relative to the head in other than a purely longitudinal direction. This causes the recorded tracks to not entirely traverse the full width of the playback head gaps.
4. Azimuth errors due to curvature resulting in loss of output proportional to frequency (the higher the frequency, the greater the loss).
Effects of Slitting Deficiencies
Before discussing the specific ways in which edge quality affects recording performance, it must be noted that the symptoms (especially the physical symptoms) of poor edge quality are similar, if not identical, to many of the symptoms of consumer tape deck guiding, transport, and tape handling problems. The following discussion is made assuming the tape is being played on a machine with ideal tape handling (i.e., heads are properly aligned, guides are not worn, and tensions and brakes are in good condition). For an in-depth discussion of tape deck transport problems, refer to "Cassette Transport Problems" in the September, 1974, issue of Audio magazine. The article, written by the Memorex Audio Tape Plant Manager, describes how to recognize transport problems through evaluation of the resultant physically damaged tape.
Generally speaking, edge quality influences recording performance in two significant ways: First, by the degree to which it helps or hinders the recorder guides in placing the tape or the recorded tracks exactly over the record or playback heads for accurate signal performance, and, secondly, by the amount of debris produced. Poorly slit tape contains oxide residue from the slit edge when the tape is new and will generate more debris as the fractured, rather than sheared, edge deteriorates (see Fig. 1). During playback, this debris will speed up residue accumulations on the head and transport mechanisms, causing signal loss due to separation of tape to-head contact.
Reason Tape Must Be Slit
Magnetic recording tape is coated much wider than the 1/4-inch width (0.150 inch for cassette) used on consumer tape decks and therefore has to be slit to the appropriate width, depending on the application. Slitting is the tape manufacturing step that determines edge quality.
Magnetic tape consists of a layer of highly specialized oxide coated onto a clear polyester base film. The base film used in the coating process is usually either 12- or 24-inches wide, depending on the width of the coating machine being used. The length of the base film is at least 7,500 feet; sometimes multiples of 7,500-foot lengths are used. A roll of base film 7,500 feet in length by 12 or 24 inches in width coated with magnetic oxide is called a web.
The oxide coating consists of the oxide powder together with the polymeric system which binds the oxide particles together and to the base film. During the coating process, the oxide mixture is liquefied with solvent along with such additives as lubricants, plasticizers, and dispersants or wetting agents.
Immediately following the coating process and oven drying, the coated web is "calendered." Calendering is a surface treatment and oxide compaction process used mainly to obtain a smooth, highly polished tape surface which is necessary for good output, especially at the higher frequencies.
Following calendering, the web must be slit into individual tape widths so that the tape can be loaded either into cassettes or onto reels.
The Slitting Process
Strictly speaking, "slitting" refers to the single manufacturing step of shearing the coated web into exact 0.248 or 0.150-inch widths. The slitting process should, however, be considered as three inter-related steps forming a continuous process (see Fig. 2):
1. The unwinding of coated web and in-feed to the slitter blades.
2. The slitting of the tape with the slitter blades.
3. The winding of slit tape onto take-up hubs.
Imprecise performance in the first or third step can also have negative effects on slitting quality. Quality tape manufacturers constantly monitor the slitting process and inspect the tape slit to insure that all three slitting steps are being performed correctly within close tolerances (see Fig. 3). Typical width tolerances for cassette and open reel tape are +0.000 inch and-0.002 inch. Within the slitting process, there are three critical factors that determine tape edge quality. They are the tracking of the tape in and out of the blades, blade geometry, and control of tensions and speed.

Fig. 1--Tape edges compared. Precisely slit edge (left) contrasts with poorly
slit edge (right) when each edge is magnified 200 x .
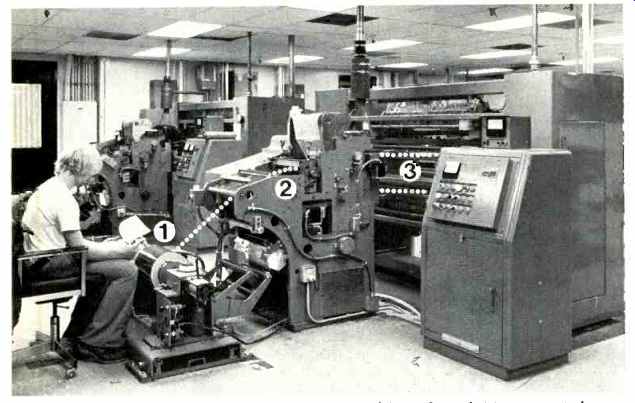
Fig. 2--In slitter operation, tape is unwound from the web (1), transported
through blades (2), with slit tape drawn past guides (3), and wound onto pancakes
on the far side of the machine. An operator monitors the web during this operation.
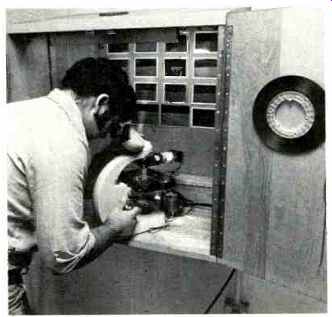
Fig. 3--Memorex maintains a quality control station next to the slitters where
operators regularly check edge quality with a microscope. The photographs posted
over the microscope illustrate acceptable and unacceptable degrees of edge
quality to aid operator in determining quality.
Tape Tracking
The entire slitting process, from the unwinding of the web through the take-up of slit tape onto hubs must be performed as a single, straight, smooth, and even-tensioned motion.
Fluctuations in tape movement result in tape which is not cut straight or which is torn or stretched, each of which will significantly affect the record and playback performance.

Fig. 4--The 81 pairs of slitter blades used for cassette slitting are precisely
mounted on two parallel shafts.

Fig. 5--Diagram of the slitting machinery.

Fig. 6--Pancakes of cassette tape are shown at the take-up end of the slitting
operation. Each pancake contains 7500 feet of tape.
Blade Geometry
The slitter is a shearing mechanism utilizing pairs of circular knives for continuous, rotary-shear cutting. To slit a 12-inch web into 80 widths of cassette tape or 48 widths of open-reel or 8-track tape, 81 or 49 pairs of blades are used respectively (see Fig. 4). The blade pairs cut the tape in a manner similar to the way scissors cut. The fact that they are circular and rotate merely allows the two blades of each pair to maintain positive edge contact near the periphery continuously, while slitting the entire length of the web at high speed. The shearing or cutting is done where the two blades of each pair intersect on the periphery of the blades (see Fig. 5). The sides of the two blades of each pair not only actually touch during slitting, but additionally, a pressure is applied in the direction of the axis of rotation to insure that the two blades of each of the 81 or 49 pairs actually make positive contact at all times. This is referred to as blade side loading. Because of critical cumulative and mechanical dimension tolerances in the assembly (consisting of the pairs of blades), tape is slit from 12 inch, rather than 24-inch width, webs.
The blades, made of hardened tool steel, must be ground to exact dimensions and must be precisely assembled on the shafts of the blade set so that contact between all pairs is uniform.
Cleaner shear is obtained with lower side loading and engagement. The more exact the blade dimensions, the lower the engagement and side loading that can be afforded.

Fig. 9-An example of a blowout, layers of tape protruding outside the tape
pack.

Fig. 10-Examples of width variation, weave, and curvature.TAPE WIDTH VARIATION
TAPE WEAVE TAPE CURVATURE
Aimmilemor
Control of Tensions and Speed
The rotating blades move approximately 3 percent faster than the web speed. The coated web is unwound and transported through the slitter blades at speeds ranging from 200 to 2,000 feet per minute. Speed differences reflect such factors as oxide thickness, coating formula types, and slitting machine precision and general sophistication. Varying tensions have the effect of varying the relative blade/tape speed. This can cause uneven shear quality and result in poor slitting. The slitting machine must be capable of stopping, starting, accelerating, and decelerating in exactly co-ordinated procedures. This is especially true in slitting open-reel tape since the leader at the beginning and end of each reel length must be spliced into the web and slit with the tape.
The tape which has been slit and wound onto a hub is called a "pancake" (see Fig. 6). The pancake is the configuration of slit tape prior to other steps within the manufacturing process such as cassette and cartridge loading and winding onto reels.
The tape in many layers wound onto the hub or on a reel is referred to as the "pack." A reel or pancake is said to have a good pack if it is not wound either too loosely or too tightly and if all wraps of the tape are exactly on top of the previous layer laterally so that the slit edges of the tape on the pack are parallel with the side of the hub.
For each slit edge, all wraps should be in the same plane, which itself should be perpendicular to the axis of the hub.
Slitting Technology
A contributor to the vast improvements made in open-reel quality during the last decade has been the technology developed to permit precision high-speed slitting of the more delicate cassette tape. Yet another contributor is the even more stringent requirements of some video helical scan formats.
Cassette tape is more difficult to slit than open-reel tape for several reasons. Cassette tape is narrower (0.150 inch versus 0.248 inch). It is not as thick; a typical cassette tape is about half the thickness of open-reel tape.
The thinnest base film used in open reel is the same as the thickest base film used in cassette tape (half mil); the thinnest base film used for cassette tape is one quarter mil. Open-reel tape is typically one mil, but some open reel is still coated on 1 1/2-mil base film.
Coating thickness for cassette tape is also only about half the coating thickness of open reel (200 versus 400 microinches). Because cassette tape is thinner and narrower, it is more delicate. The slitting is therefore more difficult because the process is more susceptible to tension differences and much lower tensions must be used in slitting cassette tape. Another aspect of cassette versus open-reel slitting is the fact that cumulative tolerance requirements are more stringent for the 81 pairs of blades than for the 49 pairs of blades for 1/4 inch open reel. The track width for cassette is only half the typical width for open reel, making more demands on straightness, and the recorded wavelength in the cassette is half that of open reel, thus making any head/tape separation problems, due to debris, curvature, etc., twice as severe with the cassette format. Video recording utilizes even narrower tracks than cassette and the symptoms of poor slitting are not only audible but visible, yielding a greater subjective impairment overall.
Recognizing Slitting Problems
Evidence of poor edge quality (poor slitting) can be detected by visual inspection. Since, as noted, the symptoms of poor edge quality can also be the result of machine transport problems, the audiophile should make it a practice to visually inspect each new reel of tape while it is new before ever playing it. Inspect for the following: Dishing is caused by misalignment in the take-up or winding of slit tape, by a stretched edge, or slit curvature.
Dishing occurs when successive layers of tape on the pack are gradually packed toward one side of the hub.
Thus, the side of the pack will not be perfectly flat but will be concave shaped-somewhat resembling a dish.
Tape which has been slit with curvature tends to "curve" toward one edge as it is being wound onto the hub (see Fig. 7). A stretched edge results in much the same pack characteristics and can also be caused by the user's tape deck. It is important to inspect the pack of new tape as it comes from the manufacturer in order to pinpoint whether a bad pack is due to the tape or the tape deck.
Ridging describes the condition in which one edge of the tape pack is higher than the other when the tape is viewed looking at the periphery of the pancake (or reel) with a line-of-sight parallel to the pack edge (see Fig. 8). Ridging indicates that one side of the tape has been stretched or fractured but that guiding while winding up the slit tape has forced the tape to wind onto the pancake flat rather than dished. Ridging can be caused by poorly sheared slitting often due to incorrect blade geometry where the edge of the tape is microscopically deformed.
This results in a greater thickness at the edge, thus causing the "ridge." Blowouts are individual layers or a group of several layers of tape protruding outside the tape pack (see Fig. 9). When the blowout occurs, these layers are wrapped onto the pancake offset to one side. Subsequent layers may be wound onto the pancake in the correct lateral location relative to the hub. Blowouts are caused by improper winding tension or lack of precision guiding. Blowouts tend to be aggravated by curvature. Reel flanges often crush the protruding blowout, causing severe damage to the tape edge.
Cinching is apparent in either of two ways, as an accordion-like layering in the tape pack and as a loop of tape in the pack wound back on itself. The cause is usually loose winding followed by higher tension, rapid rotation, or stopping suddenly. It will affect recording performance by presenting a folded or distorted surface to the head causing signal loss. Cinching can occur easily on many tape decks if winding tensions are too low, especially in "fast" modes. A low-tension wind followed by abrupt stops and starts causes cinching. It is easy to cause cinching while threading if the tape needed for threading is pulled from the pack with brakes on. Tape needed for threading should instead be unwrapped from the pack.
Debris will occur even in the highest quality tape, which will have some residue from the slitting process, but quality manufacturers use fastidiously maintained slitting equipment and stringent process quality control monitoring to insure that slitting debris are virtually nil. One way to check for debris on a new reel of tape which has never been played is to examine the sides of the pack for evidence of oxide dust. Debris due to poor slitting will usually cause one side of the pack to be a slightly different color than the other side. The most common symptom of slitting debris with new tape is the accumulation of oxide on and around tape deck heads, guides, tape lifters, etc. Debris can clog heads when they cause a separation of the tape from the heads. Of course, such tape deck problems as worn tape-edge guides or burrs in the tape path on any tape-contacting mechanism can generate debris on any tape.
Three other, more subtle, tape edge related problems are width, weave, and curvature (see Fig. 10). Tape which has width variations usually has some weave and vice versa. In the purest sense of the word, tape could have weave and the measured distance between the edges would always be the same (parallel edges), but the tape, if laid out on a flat surface, would exhibit a cyclic serpentine "weave" along its length. Blade wobble causes width variations and weave.
Tape exhibiting width variations sometimes alternates from overwidth to underwidth, but not necessarily symmetrically. Width variations are more specifically related to wobble of the blades, while weave can also be due to lateral instability and side-to side differences in web tension as the web enters the slitter blades.
Tape is slit with curvature when the web tension at the slitter in-feed is greater on one side than on the other side of the web. Slitter alignment and web tensions are crucial to slitting without curvature. Curvature is measured by laying a length of slit tape on a flat, smooth surface such as plate glass. When the tape is completely flat on the surface, the curvature measure is the distance of the middle of the length of tape from a line between the two ends of the length of tape.
Summary
In summary, there are many ways in which tape edge quality affects recording performance mostly through factors relating to head-to-tape interface.
Slitting deficiencies are indicated when dishing, blowouts, ridging, cinching, or debris is visible in the tape pack. Tape edge damage caused by the tape deck can also be identified if these edge-related parameters are, after several passes, compared with the condition of the tape edge when it was new. By careful visual inspection of each new reel, the discerning audiophile can assess the slitting quality of the tape he buys to be sure that maximum recording performance is achieved.
Also see: Performance of High Energy in Magnetic Materials in Audio Cassette Recording Tapes (Sept. 1978)
(Source: Audio magazine, Apr. 1978; by Howard A. Roberson)
= = = =