(source: Electronics World, Dec. 1971)
By HARRY D. WALKER /Director of Research, Permaluster, Inc.
Component costs plus limited future availability of copper dictates the use of aluminum by the electronics industry. Aluminum permits lighter and more compact components.
THE search by the electronic industry for components that are lighter, more compact, and are capable of reliable operation within many temperature variables led to materials such as aluminum-oxide thin-film-coated aluminum wire and strips.
Several important factors should be considered when replacing components in any design. In most cases cost is of prime importance. Depending on the application, cost savings up to 40% can be realized by substituting aluminum for copper conductors.
If estimates of future availability are considered, it can be shown that aluminum makes up approximately 8 percent of the earth's crust; copper approximately 0.1 percent. Aluminum is now the world's third most abundant element; copper is the twentieth. Furthermore, aluminum is obtained from bauxite ore which yields one ton of aluminum for every 4 to 6 tons of ore. By contrast, copper is being refined from 1 or 2 percent ore. Copper may well become a precious metal.
Copper vs Aluminum
Electrical conductor-grade aluminum has the highest conductivity of any metal when resistivity is based on the equivalency of weight. Basically, aluminum has about 60% the conductivity of copper but weighs half as much. With the manufacture of flattened wire, space saving pancake type or edge-wound coils using anodized aluminum wire have found wide application in the electronics industry.
These applications may range from sophisticated data storage devices, such as disk-pack and read-out devices to such simple devices as voice coils in loudspeakers as well as in generators and transformers. Designs such as these are smaller in volume and lighter in weight than standard insulated copper-wire conductors. See Table 1.
For wire conductors rated according to AWG, a convenient relationship between aluminum and copper is found; namely, that the resistance of an aluminum conductor is equal to the resistance of a copper conductor two gauges smaller. This handy relationship eliminates the need for extensive calculations when aluminum wire replaces copper conductors.
Mechanically, aluminum is not as strong as copper in some respects, however it has sufficient strength for virtually all applications and is rated high in tensile strength and elasticity. One important advantage aluminum displays over copper is high temperature operation in all atmospheric conditions.
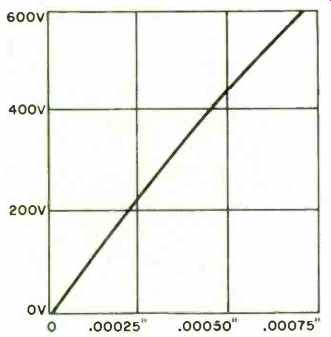
Fig. 1. Film thickness vs breakdown voltage (r.m.s.). Dielectric strength
of oxide film is approximately 35 to 50 V r.m.s. / micron.
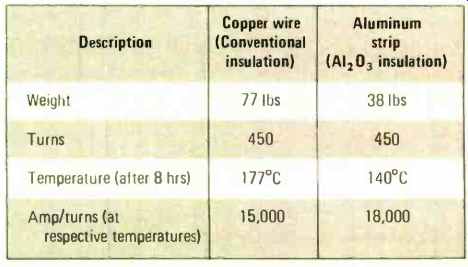
Table 1. Weight and heat rise of load carrying conductors of copper wire
and aluminum strip with Al2O3 insulation.
Aluminum conductors insulated with aluminum-oxide are free from diffusion as compared to copper conductors in high-temperature operation. Actually, most copper conductors will oxidize above 180°C, forming a scaling, cracking condition of the oxide, and at the same time exposing the underlying base metal for continuing oxidation until the base metal is entirely consumed. When nickel is plated on copper, conductivity is reduced and diffusion exists between the two metals.
Other Important Factors
For high frequency applications, several factors are important in producing a superior coil, mainly the mass of the coil, its strength, and the insulation characteristics. Coils wound from aluminum strip have no interlayer capacitance, only interturn capacitance. Total coil capacitance is thus reduced.
It is important to note that such coils employing this concept have a number of advantages. The coil mass is reduced, the ratio of conductivity to mass is high, space factors are at a minimum as all voids are filled, thus enabling increased mechanical stability and strength. Weight is decreased and reliability increased.
In the design of components, the choice of insulation plus thermal considerations are deciding factors which govern performance and reliability. A thin film of flexible aluminum-oxide insulation has properties ideally suited for winding coils of all types. The combining factors of a very thin, integral insulating film and large area-per-volume strip construction offer an excellent lateral edge-radiating surface to provide more effective heat dissipation.
Aluminum-oxide has excellent heat transfer properties important in transformer design. It has the ability to radiate heat rapidly at high temperatures and is insensitive to thermal shock, while exhibiting high thermal stability.
Thus, it can safely carry short-term overload currents while operating in high ambient temperatures and be subjected to sudden changes in temperature over a wide range without showing deterioration. It may even be used effectively in high vacuum systems since it out-gasses readily on heating and leaves no organic residue.
Since aluminum-oxide film is inorganic and comparatively inert chemically, it does not age nor deteriorate in storage. It is resistant to all solvents, weak acids, and alkaline solutions.
Small, compactly wound coils may be built having better weight and space factors than can be obtained with conventional copper conductors and organic insulations. Heat dissipation is improved so that a considerable design latitude becomes possible, such as reducing the cross-section of the aluminum conductor, or increasing the current rating for an equivalent heat rise.
Minimum properties for 30-gauge aluminum wire bent around a bare mandrel several times the wire diameter, with voltage applied between the coil and a stripped wire end attached to the next pole, is 250 volts before breakdown. For two 30-gauge aluminum wires twisted on a turn-to-turn basis with both ends stripped, the minimum a.c. breakdown is 450 volts.
The dielectric breakdown of aluminum film insulation is rated 30 to 40 volts per micron (0.00004 "), allowing close packing of the conductor (see Fig. 1). The dielectric strength changes little with temperature differences. The film is homogeneous, uniform, and closely bonded to the underlying conductor.
With the excellent insulating properties of coated aluminum conductors, the weight problem caused by heavy insulation can now be overcome. This allows the use of aluminum conductors and aluminum components in a wide range of applications. Aluminum conductors insulated with aluminum-oxide film are the solution to many of today's industrial and commercial problems where space, weight, and thermal properties are of importance.
Round aluminum wire is available from 2 mils to 150 mils thick (8-44 AWG). Rectangular aluminum can be had in any width from a minimum thickness of 0.001". Sheet aluminum, 0.5 mil to 0.060" thick, is available up to 8" wide. Insulation is available from 0.00004 to 1 mil thick film and all aluminum used is of 99% grade.