AMAZON multi-meters discounts AMAZON oscilloscope discounts
Robots are used in machine loading and unloading applications where it may be dangerous for personnel to work, or in places where the parts that are loaded or unloaded are very heavy or bulky. ill. 1 shows an example of a small robot work cell where two robots work together to bond two fiberglass automotive hood sections together. Several automobiles and vans now use fiberglass hoods instead of metal ones. One of the robots takes care of the material handling and press loading while the other robot applies glue to the sections prior to when they are bonded together. After the first robot applies glue, the second robot places the two hood sections together in a large press where 30,000 volts of RF energy are used to cure the glue and bond the two pieces of fiberglass together.
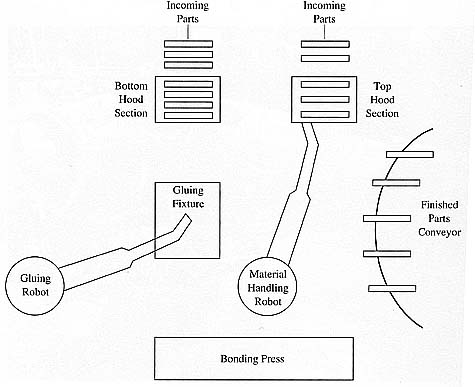
Above: ill.1: A robot work cell that includes a material
handling robot and a gluing robot. The material handling robot loads parts
into a bonding press.
The diagram shows the location of the material handling robot and the bonding press and the gluing robot. The diagram shows the work cell from above, so it looks like the floor plan of the cell. When parts enter this work cell at the top of the diagram, the top half of the hood arrives at the top right side of the cell and the bottom half arrives at the top left side. The material handling robot has a two-sided vacuum gripper that picks up the bottom hood section with the bottom side of the gripper and picks up the top hood section with the top side of the vacuum gripper. When the cell is first started up, the material handling robot starts the cycle by picking up the bottom hood section and dropping it off at the gluing fixture. After the material handling robot drops off the bottom hood section, it would normally move to the press to unload cured and bonded hoods. Since this is the first cycle, it moves to pick up the top hood section and it will wait for the gluing process to be completed. In the second cycle and all other cycles, the material handling robot will have plenty of time to remove finished parts from the press while the gluing robot is applying the glue because the bonding cycle is rather lengthy.
When the gluing robot finishes its cycle, it signals the first robot to pick up the bottom hood section. When the material handling robot picks up the bottom hood section, it moves to the bonding press that's open and waiting for the parts to be placed in its fixture. The material handling robot places the top hood section into the top half of the bonding press fixture and signals to the press to activate its vacuum gripper to hold the top hood section in place. When the press vacuum gripper is activated, the bonding press signals the material handling robot that it's safe to release the top hood section, and the robot moves downward to place the bottom hood section into the bottom half of the bonding press fixture. Again the material handling robot signals the bonding press that the part is in position and the press should activate its vacuum gripper. When the press receives this signal, it activates its vacuum gripper and the robot releases the bottom hood section and moves out of the press. When the material handling robot is clear of the press, it signals the press to close and start its cycle. When the press closes completely, it applies pressure to the perimeter of the two hood sections and also provides 30,000 volts of 30 MHz RF signal. The high-frequency energy provides sufficient heat to bond the fiberglass hood sections and cure the glue so that the two hood sections become fused into one piece. The cycle time for the bonding process is approximately 30 seconds.
During the second robotic cycle and all succeeding robotic cycles, the material handling robot will return to pick up a bottom hood section while the press is in its bonding cycle. The material handling robot will place the hood in the gluing fixture and while it's waiting for the gluing robot to complete the gluing process, the material handling robot moves to the bonding press and waits for it to open. When the bonding press opens, the material handling robot removes the first completed part and places it on the finished part conveyor. After the material handling robot places the finished part on the conveyor, it goes back to pick up the bottom hood section from the gluing fixture and then it moves to pick up a top hood section. When it has both parts, it moves to the press and loads it.
When the press is loaded, the material handling robot moves to pick up another bottom hood section and places it in the gluing fixture. The material handling robot stays in this sequence for the remainder of its cycles.
Since this work cell requires complex timing between the material handling
robot and the gluing robot, and the material handling robot and the bonding
press, a cell controller must be used to control the timing of all the
signals between these systems.
| Top of Page | PREV: Automotive Welding Line | NEXT: Robotic Painting Cells |