Procedure
1. Tune a communications receiver (using the narrowest IF selectivity possible to avoid beats with other sideband frequencies) to the un-modulated carrier (Fig. 14-31).
2. Peak the bfo in the receiver to the unmodulated carrier.
3. Assume the main carrier deviation (75 kHz) is to be measured.
Apply 13.586 kHz to the transmitter from the audio signal genera tor; set the output of the generator to zero.
4. Increase the signal-generator amplitude slowly from zero. The side-band frequencies and their beat notes are produced in the headphones.
As the amplitude is increased, note in particular the gradual attenuation of the beat note produced by the carrier. The first null exists when this beat first disappears.
5. Further increase of the input signal amplitude will cause the beat to reappear. When the second null occurs, the modulation monitor should indicate 100-percent modulation (accuracy is normally within 5 percent by this method). Otherwise, a suitable VU meter placed across the modulator-input terminals may be calibrated in percentage modulation.
Alternate Procedure--This procedure uses the fact that frequency-multi plier stages increase both the center frequency and the frequency deviation by the same factor. For example, a transmitter incorporating a reactance tube may have its oscillator frequency increased 18 times before its application to the power-output stage.
1. Couple a small portion of the modulated-oscillator output to the receiver (dash line in Fig. 14-31).
2. Tune the receiver to the oscillator frequency. If the transmitter has a typical 18-times multiplication factor, this frequency is the assigned carrier frequency divided by 18, which is somewhere between 5 and 6 MHz.
3. The peak deviation desired at the modulator stage is 75 kHz divided by 18, or 4.166 kHz. Therefore adjust the signal generator for 4166/ 2.4 = 1736 Hz. (The accuracy of measurement depends on the oscillator calibration accuracy and the operator technique in setting the dial.)
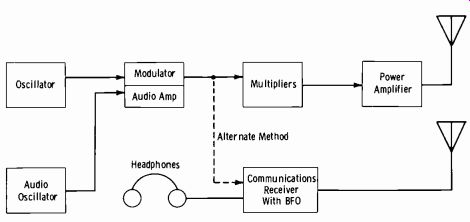
Fig. 14-31. Test setup for measurement of frequency deviation by the Bessel-zero
method.
4. Gradually increase the input signal from zero until the first null occurs. This amplitude represents 100-percent modulation.
14-10. PREVENTIVE MAINTENANCE, BASIC INFORMATION
In the preceding material, some general facts about preventive maintenance were presented together with schedules showing when the different operations should be performed. Inasmuch as some of these operations deal with apparatus that can easily be damaged unless proper care is exercised, certain procedures should be followed so that no damage results from the periodic inspections and so that if repairs to the apparatus are necessary, they can be properly made. Remember that the information in the following pages is general, and it may happen that some manufacturers recommend specific procedures for their products. Of course, these procedures should be followed.
The reasons why preventive-maintenance operations are followed are obvious. It might be desirable, however, for the technicians who are responsible for this maintenance work to remember that the procedures discussed in the following pages are designed with the following objectives in mind:
1. Combat the detrimental effects of dirt, dust, moisture, water, and the ravages of weather on the equipment.
2. Keep the equipment in condition to insure uninterrupted operation for the longest possible period of time.
3. Maintain the equipment so that it always operates at maximum efficiency.
4. Prolong the useful life of the equipment.
The actual work performed during the application of the preventive-maintenance schedule items can be divided into six types of operations.
Throughout this section, the lettering system for the six operations is as follows.
Feel (F)--The feel operation is extensively used to check rotating machinery (such as blower motors, drive motors, and generators) for over heated bearings. Feeling may indicate the need for lubrication or the existence of some other type of defect. The normal operating temperature is that which will permit placing the bare hand in contact with the motor-bearing cover for 5 seconds without discomfort. The feel operation also is applied to items other than rotating machinery; the feel operation for these is explained in the discussion of each specific item. It is important that the feel operation be performed as soon as possible after shutdown and always before any other maintenance.
Inspect (I)--Inspection is probably the most important of all the preventive-maintenance operations. If more than one technician is available to do this work, choose the most observant, since careful observation is necessary to find defects in the functioning of moving parts and other abnormal conditions. To carry out the inspection operation most effectively, make every effort to become thoroughly familiar with normal operating conditions and to learn to recognize and identify abnormal conditions immediately.
Inspection consists of carefully observing all parts in the equipment.
Notice characteristics such as color, placement, and state of cleanliness.
Inspect for the following conditions:
1. Overheating, as indicated by discoloration, blistering, or bulging of the part or surface of the container; leakage of insulating compounds; and oxidation of metal-contact surfaces.
2. Placement, by observing that all leads and cabling are in their original positions.
3. Cleanliness, by carefully examining all recesses in the units for accumulation of dust, especially between connecting terminals. Parts, connections, and joints should be free of dust, corrosion, and other foreign matter. In tropical and high-humidity locations, look for fungus and mildew.
4. Tightness, by testing any connection or mounting which appears to be loose by slightly pulling on the wire or feeling the lug or terminal screw.
Tighten (T)--Any movement of the equipment caused by transportation or by vibrations from moving machinery may result in loose connections which are likely to impair the operation. The importance of firm mountings and connections cannot be overemphasized; however, never tighten screws, bolts, and nuts unless it is definitely known that they are loose. Fittings that are tightened beyond the pressure for which they were designed will be damaged or broken. When tightening, always be certain to use the correct type and size of tool.
Clean (C)--When the schedule calls for a cleaning operation, it does not mean that every item which bears that identifying letter must be cleaned each time it is inspected. Clean parts only when inspection shows it necessary. The cleaning operation performed on each part is described later.
Adjust (A)--Adjustments are made only when necessary to restore normal operating conditions. Specific types of adjustments are described later.
Lubricate (L)--Lubrication means the addition of oil or grease to form a film between two surfaces that slide against each other, in order to pre vent mechanical wear from friction. Generally, lubrication is performed only on motors and bearings.
NOTE: When a part is suspected of impending failure, even after protective maintenance operations have been performed, immediately notify the person in charge, who will see that the condition is corrected by repair or replacement before a breakdown occurs.
Suggested List of Tools Necessary for Relay and Commutator Maintenance
Several items listed on the preventive-maintenance schedule require work of a special and somewhat delicate nature. This work includes cleaning and repairing relay contacts, cleaning plugs and receptacles, polishing commutators, and adjusting motor and generator brushes. To do the work properly, special supplies and specially constructed tools are necessary. A suggested list is given in Table 14-3.
Construction of Relay and Commutator Tools
Crocus-cloth, canvas-cloth, and sandpaper sticks are constructed in the following manner:
1. First prepare a length of wood 33/ inches long, 3/8 inch wide, and 1/16 inch or less thick (Fig. 14-32A) . Cut one piece of crocus cloth 2 1/2 inches long and 1 inch wide.
2. Fold the crocus cloth as in Fig. 14-32A and cement it to the stick.
Note that both sides of the stick are covered. Place the stick in a vise, press it, and wait until the cement hardens. Cut off the crocus cloth that extends past the edge of the stick.
3. Obtain three pieces of wood that measure 8 inches long, 1 inch wide, and approximately 1/4 inch thick. Cut one piece of crocus cloth, one piece of No. 0000 sandpaper, and one piece of canvas cloth, each 51/4 inches long and 1 inch wide.
4. Fold the long, narrow pieces of crocus cloth, sandpaper, and canvas cloth prepared in step 3 as shown in Fig. 14-32B and cement one of them to each of the three sticks. Note that in this case the fold is over one end of the stick rather than over the side. Place the stick in a vise, press, and wait until the cement hardens.
---------------------
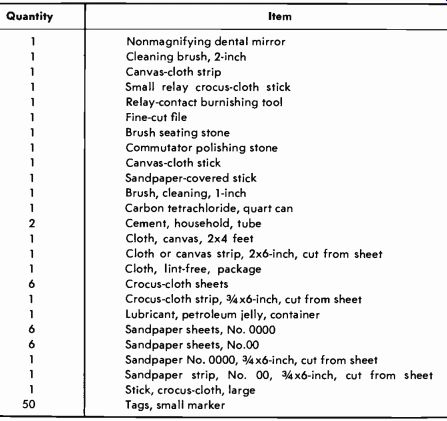
Table 14-3. Suggested List of Special Maintenance Tools and Supplies
Quantity Item 1 Non-magnifying dental mirror 1 Cleaning brush, 2-inch 1 Canvas-cloth strip 1 Small relay crocus-cloth stick 1 Relay-contact burnishing tool 1 Fine-cut file 1 Brush seating stone 1 Commutator polishing stone 1 Canvas-cloth stick 1 Sandpaper-covered stick 1 Brush, cleaning, 1-inch 1 Carbon tetrachloride, quart 2 Cement, household, tube 1 Cloth, canvas, 2x4 feet 1 Cloth or canvas strip, 2x6-inch, cut from sheet 1 Cloth, lint-free, package 6 Crocus-cloth sheets 1 Crocus-cloth strip, 3/4x6-inch, cut from sheet 1 Lubricant, petroleum jelly, container 6 Sandpaper sheets, No. 0000 6 Sandpaper sheets, No.00 1 Sandpaper No. 0000, 3/4x6-inch, cut from sheet 1 Sandpaper strip, No. 00, 3/4x6-inch, cut from sheet 1 Stick, crocus-cloth, large 50 Tags, small marker
-------------------
Use and Care of Tools
The proper care of tools is as necessary as the proper care of radio equipment. Any effort or time spent in caring for tools is worthwhile. Clean them when necessary, and always store them so that they are easily accessible. The following information will be helpful in using and caring for the tools listed.
Crocus-Cloth Stick--The crocus-cloth sticks are used to clean the contacts of relays in the radio equipment.
Large Commutator Sticks--Commutator sticks with coverings of sand paper or canvas are used for cleaning the commutators of electric motors and generators.
(A) Stick for cleaning relay contacts.
Suitable Width
(B) Stick for cleaning commutators.
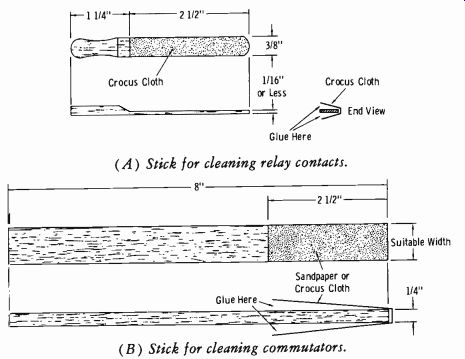
Fig. 14-32. Method of preparing crocus-cloth, canvas-cloth, and sandpaper
sticks for relays and commutators.
Commutator Dressing Stone--The dressing stone is used to dress a commutator in case of emergency.
Brush Seating Stone--The seating stone is used when a set of new brushes is installed in an alternator or exciter. Only a very limited application of the seating stone is required to seat the average set of brushes.
Electric Soldering Iron--The use of the soldering iron is generally known. Remember to keep the tip properly tinned and shaped.
Allen Wrenches--Allen wrenches are used to tighten or remove set screws on fan pulleys, motor pulleys, etc. Keep these small wrenches in the container provided. After use, wipe them off with an oily rag and return them to their proper place.
Diagonal-Cutting Pliers--Diagonal pliers are used to cut copper wire (no larger than No. 14) when working in small places. Do not cut iron wire with the diagonals.
Gas Pliers--Gas pliers are used to hold round tubing, round studs, or any other round metal objects that do not have screwdriver slots or flat sides for wrenches.
Long-Nose Pliers--Long-nose pliers are used to hold and dent small wires and to grip very small parts. They are generally used on delicate apparatus.
Adjustable-End Wrenches-Adjustable-end wrenches are designed to remove or hold bolts, studs, and nuts of various sizes. Keep the adjusting nut free from dirt and sand, and oil these wrenches frequently.
Nut-Driver Wrenches--Nut-driver wrenches are used to remove or in stall nuts of various sizes. Choose a wrench that fits the nut snugly.
Screwdrivers--Screwdrivers of different sizes are important tools and must be kept in good condition. Select the proper size for the job. Never force a screw; if undue resistance is felt, examine the threads for damage and replace the screw if necessary.
Shorting Bar--The shorting bar must be constructed at the station.
Obtain a piece of wood about 15 inches long and 1 inch thick. Fasten a piece of copper, brass rod, or tubing securely to one end of the stick in such a manner that the rod extends 12 inches beyond the end of the stick. Solder a piece of heavy, flexible wire about 18 inches long to the metal rod at the point where it is fastened to the stick. When using the shorting bar, always attach the free end of the wire to a good ground connection before making contact with the terminal to be grounded.
14-11. PREVENTIVE-MAINTENANCE TECHNIQUES
Suggested preventive-maintenance procedures for various types of equipment and components are described in the following paragraphs.
Vacuum Tubes
The purpose of tube maintenance is to prevent tube failures caused by loose or dirty connections and to maintain the tubes in a clean operating condition. Certain types of vacuum tubes, especially those used in high voltage circuits, operate at high temperatures. Careless contact with the bare hands or arms causes severe burns. Keep a pair of asbestos gloves handy. Otherwise, sufficient time must be allowed for the tubes to cool before handling.
Maintenance of vacuum tubes involves making minor adjustments and cleaning. Because of their high operating potentials, tubes used in high-voltage circuits require more frequent inspection and cleaning than tubes used in low-voltage circuits. Loose coupling at the terminals of high-voltage tubes will result in pitting and corrosion of the terminals. Loose connections cause poor electrical contact and lower the operational efficiency of the unit.
Apply maintenance to vacuum tubes only when necessary; too-frequent handling may result in damage to the tube terminals and connections. As a rule, vacuum tubes need little maintenance; therefore, when the program calls for maintenance, but inspection shows that the tubes do not require it, omit the operation. It is advisable, however, to clean the glass envelopes of the tubes and remove dust or dirt accumulations in the immediate area. The object of the maintenance program is to keep the tubes free from dirt, oil deposits, and corrosion.
For maintenance purposes, vacuum tubes are divided into two groups, transmitting-type tubes and receiving-type tubes. Maintenance procedures for vacuum tubes differ according to their types. Certain maintenance operations that must be performed on transmitting-type tubes may be omitted for receiving-type tubes. Transmitting-type tubes are those used in transmitters, modulators, and high-voltage rectifier units. Because of their physical construction, they require careful inspection and cleaning during maintenance.
Five procedures are required in the performance of maintenance of vacuum tubes: feel, inspect, tighten, clean, and adjust. The procedures involved depend on the type of tube being maintained. Transmitting tubes may require the application of all the procedures, although the procedures for receiving tubes are limited by the tube types.
The following procedures are employed for the maintenance of vacuum tubes. (CAUTION: Discharge all high-voltage capacitors before performing any maintenance operations. Avoid burns by allowing a sufficient time for tubes to cool before handling.) These operations should be performed 5 to 10 minutes after the power has been removed from the tubes.
Feel (F)--This operation should be applied only to high-voltage tubes, such as those used in transmitters, modulators, and high-voltage rectifier units. Feel the grid, plate, and filament terminals of the tubes for excessive heat. Practice will determine the temperature to be accepted as normal. For example, when two grid terminals are felt, one should not be warmer than the other. The development of excessive heat at the terminals indicates poor connections.
Inspect (1)--This maintenance operation is applicable to all types of vacuum tubes and should be performed after the tubes have had sufficient time to cool.
1. Inspect the glass or metal envelopes of tubes for accumulations of dust, dirt, and grease. Inspect the tube caps and connector clips for dirt and corrosion. Inspect the complete tube assembly and socket for dirt and corrosion. Check the tube caps to determine if any are loose.
For glass tubes, check the glass envelope to determine whether or not it has become loosened from the tube base. Replace the tubes that have loose grid caps or envelopes. If replacement is impossible, do not attempt to clean or handle the tube, but operate the tube as it is, pro viding that its operation is normal. Enter the tube condition in the log so that replacement can be made at the earliest possible time.
2. Examine the spring clips that connect the grid, plate, and filament caps for looseness. Also examine all leads connected to these clips for poorly soldered or loose connections. These leads should be free of frayed insulation and broken strands. When removing clips from loosened grid caps, extreme care must be exercised, particularly if corrosion exists. Never try to force or pry a grid clip from the grid cap of a tube since damage to the tube or grid cap may result. If the grid cap is loose and it is necessary to remove the grid clip, first loosen the tension of the clip by spreading it open; then gently remove (do not force) the clip from the tube cap.
3. Inspect the tubes to be sure they are secure in their sockets. Certain types of receiving tubes are mechanically fastened with tube spring locks; others have sockets that lock the tube in place. Inspect by turning the tube in a clockwise direction in its socket until it is locked in place. This type of socket is generally used for transmitting-type tubes. However, the firmness with which the tube is held in place depends on the tension of the terminals in the socket. These terminals are the spring type (contact springs) and must have sufficient tension to make good contact against the tube prongs. The tension can be tested by grasping the tube and turning it counterclockwise and then clockwise to its original position. If the tube seems to snap into place as it is turned, the spring tension of the socket terminals is firm enough; however, if the tension seems weak, the terminals may be tightened or adjusted as explained later in the tube maintenance procedure under Adjust.
4. Inspect all metal tubes for signs of corrosion and looseness of mounting. Many receiving-type tubes have keyways in the center of the tube bases. These keyways sometimes become broken, and this has a tendency to loosen the tube in its socket. Do not attempt to replace tubes having broken keyways unless it is absolutely necessary and it is possible to replace the tube correctly in its proper position. Inspect the sockets of metal tubes for cracks or breaks. Do not force metal tubes into their sockets. If they are hard to insert, examine the tube pins for signs of corrosion or solder deposits.
Tighten (T)--In this operation, take care not to overtighten tube sockets, tube clamps, and tube-socket insulators. Porcelain sockets and standoff insulators crack due to heat expansion if they are excessively tightened.
Also be careful when tightening the tube caps of high-voltage tubes. Use the proper screwdriver or tool; if the tool should slip it might fall against the glass envelope and ruin a good tube.
Tighten all tube connections, terminals, sockets, and standoff insulators that were found to be loose during the inspection procedure. When tightening tube sockets having standoff insulators, determine before tightening if the fiber washers between the socket and the standoff insulators are in tact. If these fiber spacers are cracked or missing, replace them before tightening the tube socket. Tightening the socket without these spacer washers breaks or cracks the porcelain tube socket.
Clean (C)--In the performance of this procedure, clean only where it is necessary. Do not remove tubes for cleaning purposes unless it is impossible to clean them in their original positions. If the tube must be removed, exercise caution. Do not attempt to clean the envelopes if they are located in an out-of-the-way place; in this case remove them for leaning. When tubes are removed for cleaning, replace them immediately afterward. Do not leave them where they can be broken.
1. Clean the entire tube with a clean, dry cloth if the glass envelope is excessively dirty. Then wipe the glass envelope with a cloth moistened with water and polish after cleaning with a clean, dry cloth. Do not wipe metal tubes with a cloth moistened with water, since this causes the metal body of the tube to rust. Use a cleaning agent if the tube is excessively dirty because of oil deposits. Generally, metal tubes having oil deposits on their envelopes can be cleaned successfully by polishing them dry with a clean, dry cloth. The oil film remaining on the metal body of the tube prevents rusting. To remove oiliness, corrosion, or rust from tube envelopes, moisten a clean cloth with cleaning agent and apply to the area affected until it is clean. Wipe the envelopes dry with a clean, dry cloth.
2. Clean the grid and plate caps, if necessary, with a piece of No. 0000 sandpaper or crocus cloth. Wrap the paper around the cap and gently run it along the surface. Excessive pressure is unnecessary; neither is it necessary to grip the cap tightly.
3. When the tube sockets are cleaned and the contacts are accessible, fine sandpaper may be used if there is corrosion on the contacts. Clean the contacts thoroughly after sandpapering. Clean the area surrounding the tube sockets with a brush and a clean, dry cloth; this prevents dust and dirt from being blown back on the tube envelopes when the unit is put back into operation.
Adjust (A)--When performing this operation, care must be taken to place all leads and terminals as close as possible to their original positions.
1. Adjust all leads and tube connections. Check to determine if the leads are resting on the glass envelope of the high-voltage tubes; if they are, redress the leads so that the proper spacing is obtained. Examine all leads connecting to the tube caps. These should not be so tight that they barely reach the caps of the tubes. If this condition is found, redress these leads so that enough "play" is obtained. Adjust all the grid clamps so that the proper tension is obtained. To increase the tension of tube clamps, close the spring clamps slightly with a pair of long-nose pliers until the proper tension is obtained. Do not flatten the clamps.
2. The tube sockets for transmitting-type tubes should be adjusted if the tube is found loose in its mounting. The terminals of these sockets are spring-tensioned so that they may be adjusted to increase the pressure against the tube pins. To adjust these contacts, simply bend them toward the center of the socket until the correct tension is obtained.
Do not apply too much pressure to the spring contacts; they may be broken from their mountings in the porcelain socket.
3. Any difficulty in removing or inserting metal tubes can usually be remedied easily. Remove the metal tube and examine the tube pins to determine if solder or corrosion has accumulated on them. Remove the solder deposits with a penknife; then polish the pins with fine sandpaper. Do not use a soldering iron to remove solder deposits; this makes them worse-the solder is built up on the pins rather than removed. To remove corrosion, use fine sandpaper, but never use it unless it is absolutely necessary. Saturate a small piece of cleaning cloth with a light lubricating oil or petroleum jelly and wipe the tube pins. Remove the excess oil from the pins by wiping them almost dry with a clean, dry cloth. If these procedures are followed, no difficulty should be experienced in removing or reinserting metal tubes. Do not force metal tubes into their sockets. Do not pry or wiggle them loose, since this damages the prongs of the socket and results in the intermittent operation of the unit employing them.
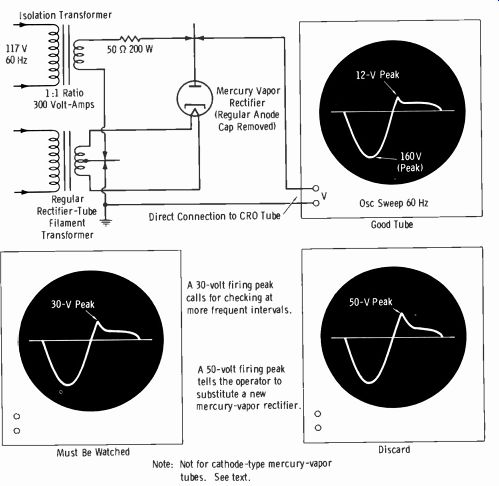
Fig. 14-33. Method of checking condition of mercury-vapor rectifier tube.
Special Instructions for Transmitting--Type Tubes In addition to the preceding, high-power transmitter tubes and mercury vapor rectifiers require special consideration as follows:
Mercury-Vapor Rectifier--As soon as possible after receipt of a new batch of mercury-vapor rectifiers, they should be placed in the tube sockets of the transmitter without the anode lead connected. Filament voltage should be applied and maintained for at least 30 minutes to distribute the mercury properly. These tubes should then be placed upright in a rugged container and protected from any jarring or tipping that would splatter the mercury. Should this occur, they must again be seasoned before the application of plate voltage. Applying anode voltage to an unseasoned mercury vapor rectifier will cause severe arc-backs in the tube.
Unless proper precautions are taken, a major portion of lost airtime will be due to faulty rectifiers. These tubes should be observed whenever possible during each operating day. A good mercury-vapor rectifier is characterized by a healthy, clear-blue glow. A greenish-yellow color usually indicates a faulty tube or one which will soon cause trouble.
Due to the importance of foreseeing such trouble and due to the lack of familiarity of the average operator with testing methods for this type of tube, the reader should become familiar with the maintenance procedure illustrated by Fig. 14-33. The cathode-ray oscilloscope provides a convenient check. An isolation transformer of at least 300 volt-amperes rating should be used together with a series current-limiting resistor of 50 ohms as shown. The mercury-vapor rectifier tube is left in its regular socket with its regular plate-cap connection removed. The secondary of the isolation transformer is then connected in series with the resistor to the rectifier plate, and the other lead is connected to the filament center tap. The vertical-deflection plates of the oscilloscope are connected directly across the tube in the same manner. With the scope self-synchronized with the 60-Hz power line and power applied to the filament of the tube being checked, the scope pattern will show both the nonconducting half of the ac cycle and the conduction half which gives the dc potential. The sharp peak at the start of conduction reveals the condition of the tube under operating conditions. A good tube will fire at between 10 and 20 volts, as indicated by the amplitude of this peak on a calibrated screen. A tube approaching the end of its useful life will require a higher firing voltage and will break into conduction later in the conducting interval. When this breakdown peak reaches from 30 to 40 volts, the tube must be tested at more frequent intervals, preferably once a week. When the firing peak reaches close to 50 volts, the tube must be replaced with a new rectifier. Operators following this procedure will greatly minimize off-the-air time caused by rectifier arc-backs and otherwise defective tubes.
Always remember that mercury-vapor rectifiers must have their filaments operated at normal voltage for a minimum of 30 minutes and then be stored upright to prevent the mercury from splashing back on the envelope and elements. Tubes which have been accidentally jarred must again be pre heated before application of the anode potential.
CAUTION: This type of simple check is possible only for gas tubes ( such as the 866 and 8008) in which the filament directly faces the plate. Certain types of tubes ( such as the 673) employ an indirect (cathode) heater which provides an extra element between filament and plate. This projection is similar in action to a grid, since it is connected to one side of the filament and is either positive or negative with respect to the plate, de pending on which way the filament transformer is connected. The best way to field-test this type of tube is described in an RCA bulletin, Pulse Method of Testing Hot-Cathode Gas Tubes, Application Note AN-157. If this Bulletin is not included in your instruction book, write to RCA Electronic Components, Harrison, N.J. 07029 and request a copy. The circuitry is more involved, but it is worth your time.
Large Power Tubes--Larger-type power tubes, such as those used in modulator and final stages in a transmitter of 5 kW or more, also require special treatment on receipt from the factory and at 4- to 6-month intervals thereafter. They should be placed in the transmitter and only filament voltage applied for 30 minutes. Low plate voltage should then be applied for about 15 minutes. This processing materially aids in preventing gas formation within the tube-a common occurrence if such measures are not followed.
Occasionally a tube will develop a small amount of gas while in storage.
The RCA recommendations for their 892R tube are as follows. With the tubes in the power amplifier, apply a low plate voltage without modulation.
After a few minutes, apply 1000-Hz tone modulation, gradually increasing the percentage of modulation. If no gas flashes occur after 15 minutes of full tone operation, remove the modulating signal, apply high power, and then repeat the process.
If gas flashes occur during the process, go back to the low-power position with no modulation and repeat. Allow the tube to run for a consider able length of time with a low percentage of modulation, and then repeat the foregoing procedure. A tube that develops a small amount of gas in modulator service may usually be cleaned up by operating it in the power amplifier.
Forced-Air Systems
In recent years, the elimination of the water-cooling system has been accomplished for transmitters having as much as a 50-kW rating by the development of forced-air cooling systems. The control circuits for these systems are greatly simplified, consisting primarily of an air-interlock damper, which prevents the application of filament and plate voltages until the normal air-flow pressure is present, and a blower-motor "keep-alive" relay, which is a time-delay relay that keeps the blower motors functioning 4 to 7 minutes after the filament voltage is removed.
The maintenance of forced-air systems is simpler than that of water systems, but it is just as important for trouble-free operation. The canvas air ducts should be cleaned about once a month by removing them, turning them inside out, and using a vacuum cleaner to remove the accumulated dirt. While these ducts are removed, a cloth may be used to clean between the fins of the tube, especially against the tube anode. Care must be taken not to damage the mercury air-flow switches mounted on the blower housing. These switches prevent the application of filament and plate voltages until the proper air flow is present. Both sides of the air-flow vanes (half-circle discs used to operate the mercury switch) should be wiped clean with a cloth or chamois, and a small wire brush may be used to clean the corners of the fan blades. A vacuum cleaner then may be used to pick up any dust from inside the bottom of the blower frames.
After this cleaning procedure, the blowers should be started to check the air-flow vanes for proper operation of the mercury switches. Then the canvas ducts should be replaced and the over-all operation checked.
Capacitors--Capacitors are vital components in transmitters. The following paragraphs outline procedures for their maintenance.
High-Voltage Capacitors--Because of their high operating potentials, high-voltage capacitors must be kept clean at all times to prevent losses and arcing. Dirt, oil deposits, or any other foreign matter must not be allowed to accumulate on the high-voltage terminals of these capacitors. All leads and terminal connections must be inspected periodically for signs of looseness and corrosion, and the porcelain insulators must be inspected for cracks and breaks.
CAUTION: To avoid severe electrical shock in case of bleeder failures, always discharge high-voltage capacitors before maintenance.
Low-Voltage Capacitors, Oil-Filled--Low-voltage, oil-filled capacitors require the same care as the high-voltage type, although the frequency of the maintenance operation is not so critical. The terminals and connections of these capacitors should be given the same careful inspection as those of the high-voltage types. The leads of these capacitors are usually not as rugged as those on the high-voltage capacitors, and they should be inspected more closely for poorly soldered connections.
Tubular Capacitors--These capacitors are of the low-voltage paper type and are generally used in low-voltage circuits for coupling and bypassing.
They should be inspected and cleaned whenever the chassis in which they are located is removed for maintenance. The only maintenance requirement for these capacitors is inspection of the tubular body of the capacitor for bulging, excessive swelling of the capacitors, and signs of wax leakage.
Inspect the terminal leads (pigtail type) of the capacitors for firmness of contact at their respective points of connection. Never use a cloth to clean this type of capacitor; this may result in damage to the surrounding circuits. Dirt and dust are brushed from the capacitor and surrounding area with a small, soft brush.
Mica Capacitors--Mica capacitors require very little maintenance other than being kept free from dust and oil. Two types of mica capacitors are generally used, the high-voltage and low-voltage types. The low-voltage types are inspected whenever maintenance is performed on the chassis of the unit in which they are located. The capacitors are inspected for body cracks caused by excessive heat, and their leads (pigtail type) are inspected for firmness of contact at their points of connection. The terminals of the high-voltage types must be inspected for tightness and corrosion, firmness of mounting, and body conditions. The body of this type of capacitor is made of a ceramic material, and care must be exercised when tightening the mountings. The bodies of the capacitors are easily kept clean with a dry, clean cloth. For satisfactory operation, the terminals must be free from dirt and corrosion at all times. Take care when tightening the terminals of these capacitors, as excessive pressure damages or cracks the ceramic case where the terminals are coupled to the body of the capacitor.
Trimmer Capacitors--In very damp climates, trimmer capacitors must be inspected often. Moisture, if allowed to accumulate on the plates of the capacitors, causes erratic operation of the unit using the capacitors. In certain cases where high voltage is used, serious damage to the capacitors results. A minute amount of moisture is all that is necessary to short-circuit the plates of the capacitor and cause abnormal operation. When such conditions are encountered, the capacitor must be thoroughly dried with a small portable heater. A cleaning cloth used to dry the plates of the capacitors may throw the plates out of alignment when the cloth is inserted between them. In cases where the plates of the capacitors are very closely spaced, use a magnifying glass to locate the exact position of the moisture beads existing between the plates. Due to the sheen of the capacitor plates, very minute particles of moisture cannot always be detected by the naked eye.
Capacitor Maintenance
The following suggested procedures may be followed in the maintenance of the various types of capacitors already described.
Feel (F)--Feel the terminals of the high-voltage filter capacitors. These should be fairly cool. Excessive heat probably indicates losses due to loose, dirty, or corroded terminal connections. Feel the sides of oil-filled and electrolytic capacitors. These should be cool or slightly warm. If they are very warm or hot, excessive internal leakage is indicated. Capacitors in this condition can fail at any time and should be reported for immediate re placement.
Inspect (I)--Inspect the general condition of all capacitors, regardless of type. Inspect for broken, frayed, or loose terminals, leads, and connections. Inspect the condition of the terminals of the high-voltage capacitors. Check these for dirt, corrosion, and looseness. Inspect the bodies of the capacitors for signs of excessive bulging and oil leakage. Inspect the plates of the tuning capacitors for dirt and corrosion. Check all capacitor shafts, bushings, bearings, and couplings for looseness or binding.
Tighten (T)--Tighten all loose terminals, connections, and terminal leads on all types of capacitors. Tighten all capacitor mountings and stand off insulators. Tighten all loose shaft couplings and bushings.
Clean (C)--Special attention should be given to all high-voltage capacitors to insure that they not only are kept clean but are free from moisture.
Thoroughly clean the insulators, terminals, and leads of high-voltage capacitors. When they are extremely damp due to high humidity, these capacitors frequently must be wiped dry with a clean, absorbent cloth to prevent arc-overs and breakdown of insulation. Remove the terminals that appear to be either corroded or dirty; also remove those causing power losses due to high-resistance connections. Clean them with crocus cloth which is either dry or moistened with cleaning fluid. After cleaning the terminals, polish them dry with a clean, dry cloth. Replace all the connections after cleaning, making certain that good electrical contact is obtained. Low-voltage capacitors require little attention. However, all insulated bushings and supports should be kept clean and free from foreign matter.
Adjust (A)--Adjust all leads if necessary. This requires the redressing of leads which may have been dislocated during the maintenance procedure.
If capacitor leads are stretched too tightly, redress or replace them to obtain the correct placement.
Resistors--Resistors may be divided for maintenance purposes into two groups:
those resistors easily detachable and known as ferrule-type resistors and those with soldered terminals and known as pigtail-type resistors. CAUTION: Do not touch power resistors immediately after the power has been removed. They are usually hot, and severe burns can result from contact with them.
Feel (F)-The springiness of ferrule clips may be ascertained when the ferrule. type resistor is removed. Insufficient pull at the clip may be an indication of a loose connection and poor electrical contact.
Inspect (I)-It is important to inspect all types of resistors for blistering or discoloration, since these are indications of overheating. Inspect the leads, dips, and metallic ends of the resistors and their adjacent connections for corrosion, dirt, dust, looseness, and broken strands in the connecting wires; also inspect the firmness of mounting.
Tighten (T)-Tighten all resistor mountings and connections found to be loose. If the tension at the end clips has decreased, it is common practice to press the clip ends together by hand or with a pair of pliers. The hand method is preferred because the pliers may bend the clip or damage the contact surface.
Clean (C)-Dirty or corroded connections of ferrule-type resistors can be cleaned by using a brush or cloth dipped in cleaning fluid. If the condition persists, use crocus cloth moistened with cleaning fluid. It may be necessary to sandpaper the resistors lightly with fine-grade sandpaper, such as No. 0000. Always wipe them clean with a dry cloth before replacing them.
Vitreous resistors connected across high voltage should be kept clean at all times to prevent leakage or flashovers between terminals. They can be wiped clean with a dry cloth or a cloth moistened with cleaning fluid. If cleaning fluid is used, polish the resistors with a dry, clean cloth.
Pigtail-Type Resistors--Maintenance of pigtail-type resistors is limited to an inspection of the soldered connections. These connections may break if the soldering is faulty or if the resistors are located in a place subject to vibration. The recommended practice is to slide a small insulated stick lightly over the connections and to inspect them visually for solidness. If connections are noticeably weak or loose, resolder them immediately. Discolored or chipped resistors indicate possible overloads. Although replacement is recommended, resistors in this condition may last indefinitely. The pigtail-type connections should be dusted with a brush or with an air blower.
Fuses
A fuse consists of a strip of fusible metal inserted in an electrical circuit.
If the current increases beyond a safe value, the metal melts, thus interrupting the current. Fuses vary in size and rating depending on the circuits in which they are used. Two types of fuses are used: renewable and nonrenewable. The first type is designed so that the fuse link, or element contained within the fuse cartridge, may be removed and replaced when blown. The second type, however, is constructed so that the fuse element is permanently sealed within the fuse housing. When a fuse blows, an attempt must be made to determine the reason for its failure and to make corrections before a new fuse is installed.
Renewable Type--The renewable-type fuse assembly consists of a housing or cartridge of insulating material with a threaded metal cap ( ferrule) at each end. As a precaution against damage, the fuse element, or link, is placed inside the cartridge, or housing, and is held in position by the two end caps, or ferrules. When a fuse is placed in service, the two ends of the fuse cartridge are slid into spring contacts mounted on the fuse block. This places the fuse in the circuit to be protected.
Nonrenewable
Type-When nonrenewable fuses are blown, they must be discarded. Certain types of nonrenewable fuses are removed by unscrewing and withdrawing the cap screws holding them in place. When they are removed, the fuse and cap screw are separated by pulling them apart. The glass fuses are easily removed for inspection. Care must be taken to see that the fuse ends and holding clips are kept clean and tight. If they are not, overheating will result and make replacement necessary.
Inspect (I)-Inspect the fuse caps for evidence of overheating and corrosion. Inspect the fuse clips for dirt, loose connections, and proper tension.
Tighten (T)-Tighten the end caps, the fuse clips, and connections to the clips on replaceable fuses if they are loose. The tension of the fuse clips may be increased by pressing the sides closer together. Fuse caps should be hand tightened only. Excessive tightening results in difficulty in removing them.
Clean (C)-Clean all fuse ends and fuse clips with fine sandpaper when needed; wipe with a clean cloth after cleaning. If it becomes necessary to use a file to remove deep pits in the clips, fuse ends, or contacts, always finish with fine sandpaper in order to leave a smooth contact surface. As a final step, wipe the surface clean with a clean, dry cloth.
Bushings and Insulators Bushings and insulators are extremely important elements in electrical circuits, especially when located in high-voltage circuits where insulation breakdown is most common. Most of the high-voltage insulators are constructed of ceramic material with highly glazed surfaces. Exercise extreme care when working near these insulators, because they are easily chipped or broken.
Inspect (I)--Thoroughly inspect all high-voltage insulators and bushings for moisture, dust, and other accumulated foreign matter. Unless they are both clean and dry, leakage or arc-overs will occur and damage them permanently. Check for chipped surfaces, hairline cracks, carbonized arc-over paths, and other surface defects that may make the insulator unserviceable. Insulators in this condition should be reported to the person in charge for replacement.
Tighten (T)--Feedthrough bushings and standoff and other insulators should be tightened if they have loose mountings or supports. Tighten these insulators with care because the gaskets absorb only a small amount of pressure before permitting the insulator to break.
Clean (C)-Cleaning operations are similar to those outlined for tubes.
Use a clean cloth (dampened with cleaning fluid if necessary) to remove dust, dirt, or other foreign matter. Always polish with a dry, absorbent cloth after cleaning.
Relays
The various types of relays may be classified as follows: overload relays, time-delay relays, and magnetic contactors. Relays require a certain amount of preventive maintenance, which must never be performed except when absolutely necessary. Certain types are completely encased in dustproof and moistureproof cases. These require little maintenance other than a periodic inspection.
To service the relay contacts, several types of tools are necessary. Each of these has a special function, as described in the following paragraphs.
Burnishing Tool--This tool is used on relays that have extremely hard contacts; it is not a file. A contact should not be burnished unless it is found to be pitted or oxidized, and then not burnished more than necessary to re store a clean, smooth surface. The original shape of the contact must be retained.
Small Fine-Cut File--This file is to be used only on the larger contacts when they have become badly burned or pitted and a replacement is not available. This tool is not to be used on silver-plated contacts or on the contacts of telephone-type relays. Do not use the file more than necessary to remove the pit. The original shape of the contact must be preserved.
After filing, No. 0000 sandpaper may be applied to the contact and followed by crocus cloth to obtain a smooth finish on the contact surface. A clean, dry cloth is used for the final polishing.
No. 0000 Sandpaper Stick--This tool is made in the same way as the crocus-cloth stick, except that sandpaper is used instead of crocus cloth.
The use of sandpaper is limited, as is the use on the fine-cut file, to the treatment of badly burned or pitted contacts on the larger relays. Sand paper is not used on silver-plated contacts, except under extreme circum stances; when it is used it should be followed by crocus cloth. All contacts should be polished after sanding with a clean, dry cloth.
Crocus Cloth--This maintenance aid is available in two forms-as a tool and as a strip of material. It serves a twofold purpose: It may be used to remove corrosion from all relay contacts, or it may be applied to the contacts following the use of the fine-cut file and No. 0000 sandpaper.
Neither the file nor sandpaper leaves a finish smooth enough for proper relay operation. Use crocus cloth to polish the surface of the contact. The choice between the stick and the piece of cloth depends on the accessibility of the contacts. If the location of the relay and the position of the contacts permit the use of the crocus-cloth stick, it should be used; otherwise, the strip of crocus cloth must be used. The crocus cloth and tool are used as illustrated in Figs. 14-34 and 14-35. In both cases, the maintenance aid is inserted between the contacts and is drawn through them while the contacts are pressed together with the fingers.
Maintenance of relays requires that they be inspected periodically and preventive-maintenance measures performed if necessary. The inspection procedure requires that the terminals be inspected for looseness, dirt, and corrosion. Contacts may have become loosened because of the jarring of the equipment during shipment. The contacts may become dirty or corroded due to climatic conditions. Relay contacts must never be sandpapered or filed unless this procedure is absolutely necessary for the normal operation of the relay unit. A relay is considered normal if:
1. The relay assembly is free from dirt, dust, and other foreign matter.
2. The contacts are not burned, pitted, or corroded.
3. The contacts are properly aligned and correctly spaced.
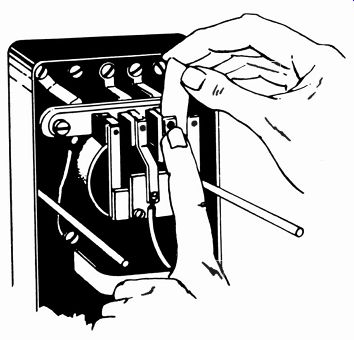
Fig. 14-34. Use of crocus-cloth strip for polishing relay contacts.
4. The contact springs are in good condition.
5. The moving parts travel freely and function in a satisfactory manner.
The solenoids of plunger-type relays must be free from obstructions.
6. The connections to the relay are tight.
7. The wire insulation is not frayed or torn.
8. The relay assembly is securely mounted.
9. The coil shows no sign of overheating.
Fingers Pressing Contacts Together Tool Between Contacts
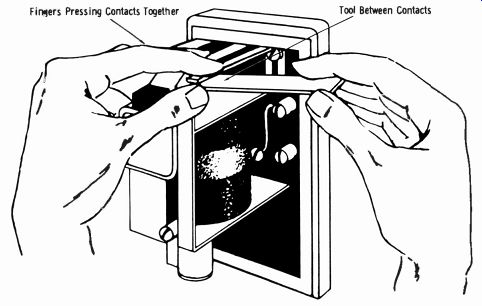
Fig. 14-35. Method of cleaning hard-alloy relay contacts.
A relay is considered abnormal if it fails to meet any of the above-mentioned requirements. The following are the procedures used in the maintenance of relay units.
Inspect (I)--Using the check list given above, inspect the relays to determine abnormal conditions. If the contacts are not readily accessible, they may be examined with the aid of a flashlight and mirror. Many of the relays can be inspected and cleaned without being removed from their mountings or without being taken apart. Mechanical action of the relays should be checked to make certain that the moving and stationary contacts come together in a definite manner and that they are directly in line with each other. The armature or plunger mechanism should move freely with out binding or dragging. Be careful during inspection not to damage or misalign the relay mechanism. Relays that require the removal of the cover for complete inspection may be found enclosed in glass, Bakelite, or metal cases. Relays must never be taken apart unless it is absolutely necessary.
Exercise care if they must be taken apart for maintenance purposes. When disassembling relays, tag all leads as they are removed. This insures that the leads are returned to their proper terminals after the maintenance procedure is completed.
Tighten (T)--Tighten all mounting screws found to be loose, but do not apply enough force to damage the screw or to break the part that it holds. Do not start screws with their threads crossed. If a screw does not turn easily, remove it and start again. Relay coils can be tightened by inserting, if possible, a small wooden or paper wedge between the coil and the core of the relay. This prevents chatter of the relay. Tighten any and all loose connections. Also tighten the mounting of the relay assembly if it is loose. When replacing glass or Bakelite covers over relay cases, take care not to overtighten the screw cap holding the cover over the relay.
Clean (C)--Clean the exterior of the relay with a dry cloth. If it is very dirty, clean with a cloth or brush dipped in cleaning fluid; then wipe the surface with a dry cloth. If loose connections are found, they should be inspected. Remove and clean connections that inspection reveals are either dirty or corroded.
The relay service aid is a narrow piece of folded cloth or canvas. It serves a twofold purpose: it is suitable for polishing a clean surface, and it is used as a follow-up to a crocus cloth. It is also intended to remove the grains that come off the crocus cloth and adhere to the contact surface. The cloth is used as shown in Fig. 14-34.
Hard Contacts--Hard-alloy contacts are cleaned by drawing a strip of clean wrapping paper between them while they are held together. It may be necessary in some cases to moisten the paper with cleaning fluid. Corroded, burned, or pitted contacts must be cleaned with the crocus-cloth strip or the burnishing tool as shown in Fig. 14-35.
Solid-Silver Contacts--Dirty solid-silver contacts are easily cleaned with a brush dipped in cleaning fluid. After they are cleaned, the contacts are polished with a clean, dry cloth. Note that the brown discoloration that is found on silver and silver-plated relay contacts is silver oxide and is a good conductor. It should be left alone unless the contacts must be cleaned for some other reason. It may be removed at any time by a cloth moistened in cleaning fluid.
Dress corroded contacts first with crocus cloth, using either the stick or the strip of crocus material. When all of the corrosion has been removed, wipe with a clean cloth moistened in cleaning fluid and polish with a piece of folded cloth. Make certain that the shape of the contacts has not been altered from the original.
Burned or pitted contacts may be resurfaced, if necessary, with No. 0000 sandpaper, making certain that the original shape of the contacts is not changed. Next, smooth the surface of the contacts with crocus cloth until a high polish is obtained. Wipe thoroughly with a clean cloth to remove the abrasive remaining on the contacts. When contacts are very badly burned or pitted and a replacement is not available, use a small fine-cut file and No. 0000 sandpaper.
Silver-Plated Contacts--Dirty silver-plated contacts are cleaned with a cloth or brush dipped in cleaning fluid. After they are cleaned, the contacts are polished with a dry cloth.
Dress corroded contacts first with crocus cloth, using either the stick or strip of crocus material. The work must be done very carefully so as not to remove an excessive amount of silver plating. When all of the corrosion has been removed, polish with a clean, dry cloth. Make certain that the shape of the contacts has not been altered.
Dress burned or pitted contacts with crocus cloth until the burned or pitted spots are removed. This may require an appreciable amount of time and energy, but it is preferable to using a file or sandpaper. If the crocus cloth does not remove the burns or the pits, use the sandpaper tool very carefully. When sandpaper is used, it must be followed with crocus cloth to polish the contacts, and then with a cloth moistened in cleaning fluid.
The contacts are then polished with a clean, dry cloth.
Never use highly abrasive materials, such as emery cloth, coarse sand paper, or Carborundum paper for servicing relay contacts, since damage to the contacts will result.
Adjust (A)--Adjust relay contacts after cleaning if necessary. The contacts should close properly when the plunger is hand operated. Adjust the relay springs if necessary, but do not tamper with them unless it is absolutely necessary. These springs are factory adjusted and maintain a certain given tension; they rarely get out of adjustment. If the spring tension must be changed, exercise care when doing so. The adjustment of current-control relays is usually accomplished by turning calibrated knobs to the desired setting or by turning a knurled adjustment sleeve which has a calibrated scale mounted adjacent to it. The adjustments should not be changed from their original factory setting except in cases of emergency. Overload relays must never be adjusted unless the person in charge has been notified and has sanctioned the adjustment.
Shapes of Relay Contacts--Relay contacts have varied shapes (Fig. 14-36) depending on their size and application. In some instances, both contacts are flat; in others, one contact is convex although its mate is flat.
The original shape of a contact must be retained during cleaning. If burning or pitting has distorted the contact so that it must be reshaped, the original shape must be restored. It is essential that the maintenance personnel familiarize themselves with all details of the relays by examining them while the relays are in good condition.
(A) Flat. (B) Convex.
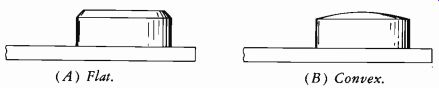
Fig. 14-36. Relay-contact shapes.
Sparks and "Key Thump" Suppression
In some composite equipment (equipment not commercially designed), the engineer encounters "key clicks" or excessive sparking of relay or switch contacts. If this occurs, capacitor-resistor suppressor circuits placed in shunt with the contacts will aid materially in reducing the problem and increasing the life of the contacts.
Exact values of capacitance and resistance to use are best determined by trial. The resistance should be as high and the capacitance as low as is effective for the circuit in question. When the controlled current is pulsating or alternating, start with a capacitance of about 0.04 µF and a series resistance of 1000 ohms. If these values are not effective, gradually increase the capacitance and decrease the resistance for each capacitance until the desired suppression is achieved. When sparking occurs across contacts in a noninductive dc circuit, start the test runs with 0.5 µF capacitance and 200 ohms resistance. The optimum values will not normally be beyond these limits.
Switches
For the purpose of maintenance, switches may be classified into two general groups: those with contacts that are readily accessible, and those with contacts that are completely encased. The basic maintenance operations of inspection, cleaning, adjusting, and lubrication are applicable only to the first group. Because of the enclosed construction of the second group, no maintenance can be applied except to make a mechanical test of their operation.
Accessible-Contact Switches--This group consists of knife-blade switches, start-stop push-button switches, and high-voltage shorting bars. With the exception of the shorting bars, all of these switches consist of blades that are mechanically inserted into spring contacts.
Inspect (I) all the terminal connections of each individual switch for tightness and cleanliness. Check the mounting of the switch for firmness.
Operate the mechanism of the switch and see if the parts move freely.
Observe the stationary spring contacts to determine if they have lost tension and if they are making good electrical contact.
Tighten (T) all loose mountings and connections properly. If inspection shows that the fixed contacts have lost tension, tighten them with the fingers or pliers. Tighten every loose connection or terminal.
If inspection shows that any terminal, connection, or section of the switch is dry, dusty, corroded, or pitted, clean (c) the part with a dry, clean cloth. If the condition is more serious, moisten the cloth with cleaning fluid and rub vigorously. Surfaces which have been touched with the bare hands must be thoroughly cleaned with a cloth moistened in cleaning fluid and then polished with a clean cloth. The points of contact with the moving blade are naturally those which most often show signs of wear.
Examine these points very carefully to insure that both sides of each blade, as well as the contact surfaces of the clips, are spotlessly clean at all times.
Crocus cloth moistened with cleaning fluid usually produces this condition; however, if this is not sufficient, No. 0000 or No. 000 sandpaper may be used. Always polish clean after the sandpapering operation.
Adjust (A) if necessary. Some of the switches have a tendency to fall out of alignment because of loosening of the pivot. In most cases, tightening the screw on the axis of motion corrects this condition.
Lubricate (L) when necessary. If binding is noted during inspection of the operation of the switch, apply a drop of instrument oil with a toothpick to the point of motion or rotation. Do not allow oil to run into the electrical contacts, since a film of oil may cause serious damage or a poor contact.
Lubrication of switches is not recommended unless serious binding is noticed.
Non-accessible-Contact Switches--Under this heading are included all the remaining switches not discussed above. Interlock switches, toggle switches, meter-protective push buttons, and selector switches have been designed so that it is impossible to get at the contacts without breaking the switch assemblies. The only maintenance possible is to check the operation of the switch and, if something abnormal is detected, to notify the person in charge immediately so that a spare may be obtained and a replacement made as soon as possible. Do not lubricate these switches under any circumstances.
Generators and Motors
Certain preventive-maintenance procedures must be applied to motors and generators if proper functioning and dependable performance are to be obtained. There are three principal causes that contribute to faulty operation of this type of equipment: accumulation of dirt, dust, or other foreign matter on the windings and moving parts of the equipment; lack of sufficient lubrication on bearings and other moving parts; and improper adjustments or damaged parts. Given proper care, motors and generators provide long and efficient service. In addition to the techniques given in the following paragraphs, additional maintenance instructions covering specific motors or generators will be found in the manufacturer's instruction books.
The maintenance techniques that follow apply to the motors and generators used at the transmitter for standby power or in field use.
Feel (F)--The bearing and the housings can be tested by feeling them to determine overheated conditions. An accepted test, except in very hot climates, is to hold the bare hand in contact with the bearing or housing for a period of at least 5 seconds. If the temperature can be tolerated for this length of time, the bearing temperature may be considered normal.
Overheating may indicate lack of sufficient lubrication, a damaged bearing surface, or, in rare situations, an accumulation of dirt in the field windings.
Inspect (I)--Each motor and generator exterior, and any other visible parts, must be inspected for dirt and signs of mechanical looseness or defects. Wherever wires are exposed, see that all connections are tight and in good condition and that the insulation is not frayed. Inspect the motor ends for excess oil and the mounting for loose bolts. Wherever possible and practicable, feel the pulleys, belts, and mechanical couplings to insure that the proper tension or tightness is present. (Naturally, this must not be done while the machine is in motion.)
Tighten (T)--Any mounting, connection, or part found to be loose must be properly tightened. If any internal part such as a commutator segment or an armature coil is loose, notify the person in charge, and repair the part immediately or replace it at the first opportunity. Operation under these conditions will cause considerable damage in a very short period of time.
Clean (C)--Carefully wipe the exterior, base, and mountings of each motor or generator with an oiled cloth in order to leave a thin, protective film of oil on the surfaces. If available, use an air blower or hand bellows to blow the dust and dirt out if inspection shows that the windings are dusty or dirty.
If inspection of the commutator and brushes shows that cleaning is necessary, the accepted cleaning practice is as follows. Lift or remove the most accessible brush assembly, and press a piece of canvas cloth folded to the exact width of the commutator against the commutator; then run the motor for about 1 minute, exerting the necessary pressure. If the condition persists because the commutator has been burned or pitted, use a piece of fine sandpaper (No. 0000) , preferably mounted on the commutator cleaning stick. While exerting the necessary pressure, rotate the motor for approximately 1 minute. Stop the motor and wipe around the commutator bars with a clean cloth. It may be necessary to polish the commutator with a piece of canvas, as explained previously. Identical maintenance procedures apply to slip rings.
Transformers and Choke Coils
Some transformers are enclosed in metal housings; others are not. however, similar maintenance techniques are applicable to all of them.
Inspect (I)--Carefully inspect each transformer and choke for general cleanliness, for tightness of mounting brackets and rivets, for solid terminal connections, and for secure connecting lugs. The presence of dust, dirt, and moisture between terminals of high-voltage transformers and chokes may cause flashovers. In general, overheating in wax- or tar-impregnated trans formers or coils is indicated by the presence of insulating compound on the outside or around the base of a transformer or coil. If this condition is encountered, immediately notify the person in charge.
Tighten (T )--Properly tighten mounting lugs, terminals, and rivets found to be loose.
Clean (C)--All metal-encased transformers can be easily cleaned by wiping the outer casings with a cloth moistened with cleaning fluid. Clean the casing and the immediate area surrounding the transformer base. Clean any connections that are dirty or corroded. This operation is especially important on high-voltage transformers and coils. It is very important that all transformer terminals and bushings be kept clean at all times and examined regularly.
Variable Transformers
Variable transformers, as a rule, are sturdily built and are protected so that very little maintenance other than regular inspection is required.
Inspect (I)--Carefully inspect the exterior for signs of dirt and rust.
Inspect the mounting of each variable transformer to determine if it is securely mounted. Inspect all connections for looseness, corrosion, and dirt.
Check the slip rings for signs of corrosion or dirt.
Clean (C)--The perforated casing of each variable transformer as well as the area surrounding the base must be cleaned regularly. If the slip rings need cleaning, disassemble the unit and clean them with a cloth moistened in cleaning fluid, and then polish with a clean, dry cloth. If the dirty condition persists, use crocus cloth and rub vigorously. Again polish with a clean cloth. Reassemble the unit; then reinstall it, reconnecting all terminals.
Lubricate (L)--If the shaft shows signs of binding or if it squeaks, apply a few drops of household oil to the front and rear bearings. Rotate the control shaft back and forth several times to insure an equal distribution of the lubricant in the front and rear bearings.
Rheostats and Potentiometers
Rheostats and potentiometers fall into two main groups for maintenance purposes: those which have the resistance winding and the sliding contact open and accessible, and those which, by construction, have their inner parts totally enclosed. In the latter group very little maintenance can be performed, since opening and removing the metal case may damage the unit.
Inspect (I)--The mechanical condition of each rheostat must be inspected regularly. The control knob should be tight on the shaft. Inspect the contact arm and resistor winding for cleanliness and good electrical contact. Check the rheostat assembly and mounting screws for firmness, the sliding arm for proper tension, and the insulating body of the rheostat for cracks, chipped places, and dirt.
Tighten (T)--Tighten carefully any part of the rheostat or potentiometer assembly found to be loose.
Clean (C)--The rheostat or potentiometer assembly is easily cleaned by using a soft brush and then polishing with a soft, clean cloth. If additional cleaning is needed, or if the windings show signs of corrosion or grease, the brush may be dipped in cleaning fluid and brushed over the winding and contacts. Use a clean cloth to remove the film that remains after the cleaning fluid has evaporated. If the contact point of the sliding arm is burned or pitted, it is a good practice to place a piece of folded crocus cloth between the contact and the winding and then to slide the arm over the crocus cloth a number of times. When cleaning the winding, do not exert excessive pressure, or damage will result.
Adjust (A)--If the tension of the sliding contact is insufficient, an adjustment can be made with long-nose pliers. A slight bending of the rotating piece in the proper direction restores the original tension.
Lubricate (L)--Apply lubrication only when necessary; that is, when binding or squeaking is noticed. One or two drops of instrument oil applied to the bearings with a toothpick is sufficient. Since the slightest flow of oil into the winding or the sliding-arm contact may cause serious damage, lubrication must be applied very carefully and only to the bearings. Wipe off all excess oil.
Terminal Boards and Connecting Panels
Little preventive maintenance is required on terminal boards and connecting panels. The following paragraphs contain some suggested procedures.
Inspect (I)--Carefully inspect terminal boards for cracks, breaks, dirt, loose connections, and loose mountings. Examine each connection for mechanical defects, dirt, corrosion, or breakage.
Tighten (T)--All loose terminals, screws, lugs, and mounting bolts should be tightened properly. Use the proper tools for the tightening procedure, and do not overtighten, or the assembly may crack or break.
Clean (C)--If a connection is corroded or rusty, it is necessary to disconnect it completely. Clean each part individually and thoroughly with cloth or crocus cloth moistened with cleaning fluid. All the contact surfaces should be immaculate for good electrical contact. Replace and tighten the connection after it has been thoroughly cleaned.
Air Filters--Air filters are placed in blowers and ventilating ducts to remove dust from the air before it is drawn into and circulated through the ventilating system. Some filters are impregnated with oil and some are filled with cut strands of glass to facilitate the filtering action. The following procedures cover their maintenance.
Inspect (I)--The filter should be inspected for any large accumulation of dirt and for lack of oil. Note whether the filter is mounted correctly and whether the retaining clips are in place. Improperly assembled filter elements allow unfiltered air to leak around the edges and thus permit dust to enter the ventilating system.
Tighten (T)--Tighten the retaining clips if they are loose, and readjust the filter in its mounting.
Clean (C)--Usually the filters are easily accessible and may be taken out after the removal of the cover plate. The general procedure is as follows.
Mark the outside of the filter before removing it from the air duct. Before washing it, tap its edges against the wall or on the ground to remove as much dirt as possible. Wash the filter in gasoline, using a brush to remove dirt from the steel wool. After the filter has been washed, place it face down on two supports. Allow the filter to drain and dry thoroughly before lubricating it.
Lubricate (L)--Lubricate or recharge the filter element by dipping it in a bath of oil. For temperatures above 20°F, use SAE-10 oil. Allow the filter to drain thoroughly, intake side down, before it is put into use. While the filter is draining, keep it away from places where sand or dirt is being blown through the air. Always replace a filter with its intake side facing the incoming air flow.
Cabinets
The cabinets that house the various components of the installation are generally constructed of sheet metal. Suggestions for their care follow.
Inspect (I)--The outside and inside of each cabinet must be inspected.
Check the door hinges (if any), the ventilator mountings, the panel screws, and the zero-setting of the meters. Examine the pilot-light covers for cracks and breaks. Occasionally remove the covers and see if the pilot-light bulbs are secure in their sockets. Inspect the control panels for loose knobs and switches.
Adjust (A)--Adjust the zero setting of meters if they are incorrect.
Follow the specific instructions given in the subsection on meters.
Clean (C)-Clean each cabinet, including the control panel, outside and inside with a clean, dry cloth. Also clean the meter glasses and control knobs with a clean, dry cloth.
Lubricate (L)--Door hinges and latches need little lubrication, but if inspection reveals that they are becoming dry, apply a small amount of instrument oil. Remove excess oil with a clean, dry cloth.
Meters
Meters require very little maintenance. They are extremely delicate instruments and must be handled very carefully, and, because they are precision instruments, they cannot be repaired in the field. A damaged meter should be replaced with a spare and the defective meter returned to the maker for repair and calibration.
Inspect (I)--Inspect the leads and connections to the meter. Check for loose, dirty, and corroded connections and for cracked or broken cases and meter glasses. Since the movement of a meter is extremely delicate, its ac curacy is seriously affected if the case or glass is broken and dirt and water filter through. If the climate is damp, it is only a matter of time until enough moisture seeps through a crack to ruin the meter movement.
Tighten (T)--Tighten all loose connections and screws. Any loose meter wires should be inspected for dirt or corrosion before they are tightened. The tightening of meter connections requires a special technique because careless handling can easily crack the meter case. To prevent break age, firmly hold the hexagonal nut under the connecting lug while the out side nut is tightened. This permits the tightening of the connection without increasing the pressure of the head of the stud against the inside of the meter case.
Clean (C)--Meter cases are usually made of hard, highly polished Bakelite and can be cleaned with a dry cloth. If cleaning is difficult, the cloth may be dampened with cleaning fluid. Dirty connections may be cleaned with a small, stiff brush dipped in cleaning fluid or with a small piece of cloth dipped in solvent. Remember that solvents do not remove all dirt from hard surfaces. Some of the dirt remains in a softened state and must be removed with a damp cloth. Corroded connections are cleaned by sanding them lightly with a very fine grade of sandpaper, such as No. 0000.
After they are cleaned, the connections are wiped carefully with a clean cloth.
Adjust (A)--Normally, all meters should indicate zero when the equipment is turned off. The procedure for setting a meter to zero is not difficult.
The tool required is a thin-bladed screwdriver. Before deciding that a meter needs adjusting, tap the meter case lightly with the tip of one finger. This helps the needle overcome the slight friction that sometimes exists at the pointer bearings and prevents an otherwise normal unit from coming to rest at zero. If an adjustment is needed, insert the tip of the screwdriver in the slotted screw head located below the meter glass, and slowly turn the adjusting screw until the pointer rests at zero. Observe the following pre cautions: View the meter face and pointer full on and not from either side.
Avoid turning the zero-adjust screw too far, since the meter pointer may be bent against the stop peg, or the spring may be damaged. Zero adjustments should not be made for several minutes after shutdown. Always re member that meters are delicate instruments.
Pilot Lights
Pilot lights are used to indicate that power has been applied to a circuit or that a circuit is ready for the application of power. They are easily removed and replaced. The colored pilot-light covers must be removed care fully, lest they be dropped and broken. The maintenance of pilot lights presents no special difficulty, but the following instructions are given for general guidance.
Inspect (I)--Inspect the pilot-light assembly for broken or cracked pilot-light shields, loose bulbs, bulbs with loose bases, loose mounting screws, and loose, dirty, or corroded connections.
Tighten (T)--Tighten all mounting screws, and resolder any loose connections. If the connections are dirty or corroded, they should be cleaned before they are soldered. Loose bulbs should be tightly screwed into their bases. Broken or cracked pilot-light shields may sometimes be temporarily repaired by joining the broken or cracked pieces with a narrow piece of friction tape. Replace them as soon as possible; also replace broken or burned-out pilot-light bulbs as soon as possible. While the removal of a bulb may sometimes be difficult, the process is simplified by folding a small piece of friction tape over the top of the bulb and pressing it firmly from the two sides. After the tape is attached, the bulb can be unscrewed and removed from the socket. The socket connections are, of course, inspected when the bulb is out. A new bulb can usually be replaced with the fingers, but if difficulty is experienced, use friction tape to grip the glass envelope of the bulb.
Clean (C)--The pilot-light shield, the base assembly, and the glass envelope of the light bulb can be cleaned with a clean, dry cloth. Clean the accumulated dust or dirt from the interior of the socket base with a small brush. Corroded socket contacts or connections can be cleaned with a piece of cloth or a brush dipped in cleaning fluid. The surfaces are then polished with a dry cloth. Clean contacts and connections are important.
Plugs and Receptacles
There are two main types of plugs and receptacles used to interconnect the various components. The first type of plug is used with a coaxial line and consists of a metal shell with a single pin in the center and insulated from the shell. When the plug is inserted into the receptacle, this pin is gripped firmly by a spring connector. There is a knurled metal ring around the plug that is screwed onto the corresponding threads on the receptacle.
The second type of plug is used for connecting multiconductor cables.
The plug usually consists of a number of pins insulated from the shell and inserted into a corresponding number of female connectors in the receptacle, although in some cases the female connectors are in the plug, and the male connectors are in the receptacle. This type of plug usually has two small pins or buttons that are mounted on a spring inside the shell and protrude through the shell. When the shell is properly oriented and placed in the receptacle, one of these pins springs up through a hole in the receptacle, firmly locking the plug and receptacle together. When it becomes necessary to remove the plug, the other pin is simply depressed and the plug removed.
The connections between all plugs and their cables are made inside the plug shell. The cable conductor may be soldered to the pin, or there may be a screw holding the wire to the pin. Remove the shell if it is necessary to get at these connections for repair or inspection. Loosen the screws if there is a clamp holding the cable to the shell. In some cases, it is found that the shell and plug body are both threaded; in this case the shell may simply be unscrewed. Usually there are several screws holding the shell; these are removed and the shell is pulled off.
Inspect (I)--Each of the following parts should be inspected for the items indicated.
1. The part of the cable that was inside the shell for dirt and cracked or burned insulation.
2. The conductor or conductors and their connection to the pins for broken wires, bad insulation, and dirty, corroded, broken, or loose connections.
3. The male or female connectors in the plug for looseness in the insulation, damage, dirt, or corrosion.
4. The plug body for damage to the insulation and for dirt or corrosion.
5. The shell for damage, such as dents or cracks, and dirt or corrosion.
6. The receptacle for damaged or corroded connectors, cracked insulation, and proper electrical connection between the connectors and the leads.
Tighten (T )--Perform the necessary operations to correct the following conditions.
1. Any looseness of the connectors in the insulation, if possible; if not, replace the plug.
2. Any loose electrical connections. Resolder if necessary.
Clean (C)--Perform the necessary cleaning operations on the following items.
1. The cable, using a cloth and cleaning fluid.
2. The connectors and connections, using a cloth and cleaning fluid. Use crocus cloth to remove corrosion.
3. The plug body and shell, using a cloth and cleaning fluid; use crocus cloth to remove corrosion.
4. The receptacle, using a cloth and cleaning fluid if necessary. Corrosion can be removed with crocus cloth.
Adjust (A)--Adjust the connectors for proper contact if they are the spring type.
Lubricate (L)--Lubricate the plug and receptacle with a thin coat of petroleum jelly if they are difficult to connect or remove. The type of plug with the threaded ring may especially require this treatment.
14-12. MEETING EMERGENCIES AT THE TRANSMITTER
"We're off the air!" This is a declaration that invariably causes a state of panic for the newcomer to a transmitter operating job. In many in stances, he is alone with the responsibility of correcting the trouble as quickly as possible to avoid loss of revenue for his employer. The highest efficiency in correcting trouble will come with more experience at the particular installation. However, the operator who can visualize general circuit theory in relation to the particular circuits with which he is concerned will find a logical and natural sequence for locating the fault. The main requirement, quite naturally, is to become thoroughly acquainted with the circuits used. He should be able to draw a good general functional diagram of all circuits from memory, and be able to draw a block diagram of the operating sequence for starting relays and protective relays in the power-control circuits. It is obvious that confidence and peace of mind can be achieved only with a complete familiarity with all circuits and their relation to the overall performance of the transmitter.
There is one piece of equipment at the transmitter installation that should be the central focusing point for the operator's first attention when trouble occurs. This is the modulation monitor; it has an rf-input meter that reads a definite place on the scale for normal operation, and, of course, it has the percentage-modulation indicator. The purpose of observing this instrument will be evident in the following discussions.
At the first interruption of the program, or the occurrence of noise or distortion in the monitoring loudspeaker, the modulation monitor should be observed. Assume that the rf-input meter is at the normal point on the scale; this means that the trouble is not in the rf section, because any trouble there would cause some deviation in the rf input to the monitor.
The following is a procedure to use when the program suddenly stops:
1. If the rf-input meter shows normal and the modulation meter shows modulation taking place, the trouble is obviously in the monitoring line or amplifier, and the station is not off the air.
2. If the rf input is normal and no modulation is shown on the meter, the trouble is either in the audio section of the transmitter, in the line amplifier, in the program line from the studio to the transmitter, or at the studio.
3. Call studio control to ascertain the condition at that point. If everything there is normal, check the line by patching the line into the monitor amplifier or spare amplifier to see if the program is coming into the transmitter. If not, notify control to feed the program on the spare line, and call the local test board of the telephone company. If the program is coming in satisfactorily from the line, use a spare line amplifier to feed the transmitter. If the regular line amplifier is working normally, then the trouble obviously lies in the audio section of the transmitter. Usually any trouble there will be indicated by abnormal plate-current meter readings, and, of course, tube trouble is the most common source of program interruption.
The same procedure should be used when noise or distortion occurs; first check with the studio, then check the line, the line amplifier, and the audio section of the transmitter. If all speech-input tube currents are zero, then the trouble is in the associated power supply. Most likely, the trouble again is due to a tube, and the tube should be changed on indication of abnormal plate current. Next in line come bleeder resistors, taps from a bleeder sup ply, and line-to-plate circuits of tubes. Power-supply component parts usually show a visual indication of damage, such as smoking, unless they have opened.
If, at the first indication of trouble, a glance at the modulation monitor shows zero or low rf input, then the trouble lies in the rf stages of the transmitter. The operator must accordingly proceed to check for the trouble by observing all rf-circuit meter indications. Observation of plate-current and grid-current meters aids in quickly determining which of the stages is faulty.
When the transmitter is shut down by relay operation in the control circuits, the cause of the failure can be traced quickly if the operator is familiar with the relay sequence and functions. Control circuits are divided into two functional purposes, those which control circuits to the primaries of power supplies and those with protective functions. Pilot lights are often associated with the various relays to show when they are open or closed.
As stated before, the sequence of operation should be committed to memory. The filament power supply, for example, will not operate until the cooling-motor contactors have functioned to supply the cooling medium (water or air) to the tubes. After the filament contactor has applied filament voltage, the plate-voltage contactor will not operate until the time-delay relay has functioned, etc.
Rectifier tubes of the mercury-vapor type usually arc backward several times before expiring. When arc-back indicators are used, the faulty tube may be observed quickly and changed immediately. Other troubles in high-voltage power supplies nearly always show signs of physical deterioration.
Short circuits which cause a quick tripping of overload relays are the most difficult troubles to locate. In some difficult troubles of this kind, over- load relays have been strapped out of the circuits, and limiting resistors put in the current fuse box to limit the amount of current. The circuits were then visually observed for arcing with doors open and interlock switches short-circuited. This is a dangerous procedure, however, and should be left to the more experienced operators. Any unusual procedure of this kind should be carried out by two or more men.
This all may be summarized into the most important factor: Be familiar with the transmitter, and know what indications would be for the most common sources of trouble, such as tubes and power supplies, in the various circuits.
Be Mentally Prepared
We have discussed the art of being mentally prepared for emergencies in the section on studio emergency techniques. Obviously, the same sort of preparedness is an important factor in mastering technical emergencies at the transmitter.
The first step, then, is to become familiar with the circuits. The second step is to become familiar with the locations of circuit components. Where is the main rectifier time-delay relay? Where are the interlock contactors? Where is the modulator bias relay? Take the complete (not simplified) schematic "behind the doors" of your transmitter, and visualize each component in the physical layout in relation to the schematic. In most modern commercial transmitters of vertical-chassis construction, the schematic numbers are stamped either directly on the parts or on the chassis adjacent to the particular component. For example, if a certain coupling capacitor is shown on the schematic as C102, this number will appear on the capacitor itself or on the chassis adjacent to it. In some cases, only the tube numbers (V1, V2, etc.) and transformer numbers, (T1, T2, etc.) are shown. The parts associated with a particular tube may be oriented easily by tracing their connections to the proper tube socket or transformer terminals. When the operator has become thoroughly familiar with the equipment and feels at ease with the first steps, he is ready for the all-important third step, getting mentally prepared for trouble.
One important example of mental prepardeness: Will reduced power help to stay on the air, either until the end of the day's schedule or until a sustaining program comes along to avoid loss of revenue? This will, of course, be determined by the nature of the trouble. Any capacitor, resistor, tube, transformer, insulator, or power lead that would undergo less strain because of a power reduction obviously might hold a while longer by this means. Also, in the case of tripping of overload relays in rapid succession when the source of the trouble is still not apparent, reducing the power should be the very first step in attempting to stay on the air. This is advantageous, too, when help may be needed in cases of the more serious type.
The station may be kept on the air until help arrives to carry out emergency operations.
Transmitter Emergency Procedure
The following example routines are applicable to any station, whether locally or remotely controlled.
1. The first duty of the transmitter operator is to minimize down time.
If you have a failure and are not able to get back on the air in a reasonable length of time ( within 1 or 2 minutes) , advise the studio operator of the condition. The studio operator will then stand by to make telephone calls to get in touch with the chief engineer or provide any other assistance the transmitter operator may request.
2. Operators not on duty and listening at home may call in to offer help, but they should not call the transmitter. They should call the studio operator, who will keep them advised.
3. In no event should more than 2 minutes elapse before advising the studio of a failure. Advise them sooner if you feel that there might be a chance of not getting back on in 2 minutes.
4. At the first sign of a possible failure, the filaments of the auxiliary transmitter should be turned on and preliminary adjustments made so that it can go on the air if the main transmitter fails.
NOTE: If trouble develops on the antenna side of the directional relays, where the antenna system is common to both transmitters, it will not help to change transmitters. It is quite possible, however, that components that will not hold on full power will hold on less power.
5. Make it an important habit to note the time of any interruption to the program, whether transmitter failure or lack of program from the studio. This will serve also as a double check on studio or network failures.
6. Try to be mentally prepared to meet an emergency. Inspect relays and lightning gaps often during an electrical storm. In this way, you may see part of the trouble developing and can replace them or have temporary clip leads ready to put in the circuit.
7. In case of time lost due to failure at the transmitter, report to the control room the time the program stopped and the time it started again.
8. Fill out a transmitter operating-room report form.
Lightning
Mental preparedness at the transmitter is rigorously tested during electrical storms. In spite of the many provisions in modern transmitter installations to help protect the equipment from heavy lightning surges (ball lightning gaps, automatic carrier-off relays, etc.), the great majority of time lost in well-maintained stations is due to lightning.
There seems to be no rhyme or reason to some troubles that develop during storms. Regardless of critically spaced lightning gaps at the bases of the towers and both ends of transmission lines, lightning has been known to open or short interlock circuits, power supplies, speech-input equipment, etc. The shortest path to ground relative to the antenna circuit is definitely not a 100-percent rule for lightning.
It is true, however, that a majority of failures due to electrical storms occur in the antenna or directional phasing equipment. The trouble usually may be recognized immediately from blackened or smoking parts. When a line or antenna current meter is damaged by lightning, the face is nearly always so black as to be unreadable. Even when switch-blade shunts are kept on meters, lightning charges are apt to damage a transmission-line current meter by a heavy current arc from coil to magnet to ground. It is necessary to remove the leads from the meter to remove the short that re mains after the initial strike. Relays in the antenna circuits are another common source of failure when severe lightning surges occur. It is very important that every transmitter operator have various sizes of clip jumpers handy to strap around any such failure. If only the relay holding coil is opened, the relay may be blocked shut by some kind of prop or weight, depending on the type of relay and the method of mounting.
Cracked insulator bowls on top of the tuning house will cause continued arcing when power is restored, resulting in tripping of overload relays.
Look for arcing inside the bowl.
CAUTION:
Electrical storms are hazardous to a transmitter operator when work on the antenna system is necessary during the height of the storm.
Never touch anything under these conditions until the tower has been well grounded by a "hot stick" or other arrangement; hang the metal connection onto the tower lead as close to the actual tower base as possible. Fig. 14-37 illustrates such an arrangement. Grounding sticks of this type are an important and necessary item for any transmitter operating room or tuning house.
Control Circuits
Over a period of several years, an operator will be faced with the situation of quick tripping of overload relays, finally resulting in a complete shutdown of the transmitter. Modern transmitters employ an automatic re turn circuit so that three to five overloads must occur in rapid succession before the power is removed, requiring a notching relay to be reset by hand. Also, some form of visual indication is provided to show which general section is being overloaded, such as the power amplifier, modulator, etc. The exact cause of the overload, however, is often hard to locate unless visible arcing serves to indicate the source. Past history of the particular installation and observation of parts with voltage applied are helpful in most such instances.
Where arcing occurs, the sense of hearing usually is able to locate the approximate vicinity. On opening the doors, signs of arcing, such as burned spots on the frame immediately adjacent to a coil or capacitor corner, should be visible.
The first emergency measure is to reduce power. If the carrier will hold on reduced power, the chief engineer or supervisory personnel may then be consulted to determine the best possible course of action from then on.
When overloads must be traced down by strapping interlock circuits and opening the doors for visual observation with voltage applied, extreme care must be taken to avoid contact with high voltages.
To Antenna Tower
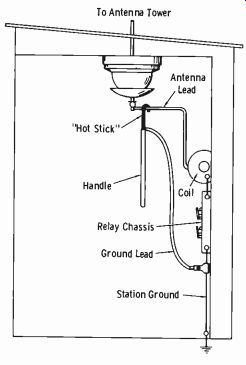
Fig. 14-37. Safety device for grounding high-voltage points.
Power-amplifier overloads may, of course, be caused by trouble in the antenna system. Any fault that would cause grounding of the transmission-line center conductor or antenna (unless shunt fed) would cause the final stage to overload and operate the overload relay. Such faults may usually be found by visual observation. Look for blackened meter faces, smoking capacitors, or a collapsed static-drain choke causing a tower to be grounded for rf and dc.
Field mice have been known to get into antenna tuning houses and meet their end by becoming a direct rf path to ground on the tuning-component chassis. When examining any part of the transmitter or antenna system for possible sources of overloads, look around for such possibilities as mice, bugs between plates of tuning capacitors, etc. The occurrence is more common than the newcomer might suspect.
Rectifier line overloads that often trip circuit breakers or blow line fuses are almost always caused by a defective mercury-vapor rectifier tube which arcs back. Modern transmitters employ arcback indicators which will give a visual check on any tube in which current has passed in the reverse direction. If tubes are visible from the front of the transmitter through the panel doors, a tube so afflicted will have its blue haze extinguished momentarily at the time of the arcback, or a distinct flash will be apparent within the envelope. If the rectifiers are not visible, the entire set of mercury-vapor tubes should be replaced with new ones. Remember that the new tubes must have been preheated for at least 30 minutes to assure that all mercury has been removed from the tube elements.
In some cases, the relay is at fault. If, for example, a holding coil should open, as sometimes happens, the simplest procedure is to prop or tie the relay shut manually. When this cannot be done conveniently, the proper terminal board numbers should be jumpered to complete the circuit, or the jumper may be used at the relay contacts in some instances.
An example of jumpering terminal-board connections to meet emergencies in control circuitry can be seen by reviewing Fig. 9-36, Section 9.
Assume that the filaments have been turned on by closing the main line switch. Power is now also applied to timing relay K1, which should cause green indicating light IS1 to light after the customary 30 seconds of time delay. This will occur if:
1. Relay K1 is in working order.
2. Door interlocks S1 and S2 are closed.
3. Green indicating light IS1 is in working order.
Now assume that after one minute the green light (indicating that high voltage can be applied) has not come on, although the doors are closed (closing S1 and S2) and it should do so. Pressing momentary-contact switch IS1 fails to apply plate voltage, so you can assume that either the time-delay relay has not operated or a door interlock switch is open. Note from Fig. 9-36 that you can jumper terminals 11-10 and 11-11 to complete the interlock circuit even with the doors open.
If this still does not allow application of plate voltage, you can jumper terminals 11-11 and 11-12 to bypass the time-delay contacts. In case of extreme emergency where it is necessary to get on the air in a hurry, and doubt exists as to which circuit is faulty, a jumper from terminal 11-10 to terminal 11-12 completes the entire circuit of timing relay and door inter locks.
14-13. DUTIES OF THE CHIEF ENGINEER
The chief engineer normally assumes the entire responsibility for all technical matters concerning his installation. Exceptions are the following duties sometimes assumed by a consulting engineering firm.
1. Filing of the original engineering sections of forms submitted to the FCC on an initial application for a broadcast station.
2. Design and supervision of the initial adjustment of a directional antenna system as may be required by the FCC.
An engineering consultant is often kept on a retainer fee by the station management for the purpose of alerting the station to legal changes in engineering requirements and to assist the chief engineer in meeting the legal requirements for changes in the technical installation.
The type of work performed by the chief engineer can vary from the small station where he performs all actual maintenance and repair to the larger stations where his duties are mainly administrative. He normally handles scheduling for technical operations and important preventive maintenance and test measurements. He should have a current copy of the FCC Rules and Regulations available and at least be sufficiently familiar with their format to know where to look for reference in cases such as the following.
The engineer in charge of the FCC field office for the district in which the station is located must be notified when indicating instruments such as frequency monitors, modulation monitors, antenna meters ( such as the common-input meter for directional-antenna systems) , etc., are temporarily out of service during an emergency. A record of the telegram sent should be kept for reference. The same notification must be given on the restoration of such devices to service.
Notification must also be given when the power must be reduced below specified tolerances for some reason ( such as failure of the antenna trans mission line or other component under authorized power) . Check current rules for the maximum allowable time of operation on low power before notification is made.
Compliance with FCC requirements on tower painting and lighting, technical logs, and all other matters pertaining to the technical operation of the station is normally the responsibility of the chief engineer. He will see that the local FAA (Federal Aviation Administration) office is notified immediately when a flasher beacon at the top of the tower installation is inoperative. In some cases, notification is required if any other tower light is off, particularly when the location is on or near a main artery of air traffic. A record of the notification must be kept in the technical log, which should have a designated space for tower-light condition and time of observation, as well as the time of FAA notification when required.
The chief engineer should have on file an up-to-date equipment and component list from a sufficient number of sources so that he can immediately take under study any special requirement proposed by management.
In some stations, special problems occur almost daily, and the chief engineer must find the quickest and most practical solution at the lowest possible cost.
In the case of a new installation or expansion of an existing facility requiring new construction, the chief engineer must be able to direct the electrical and construction contractors in drawing up the initial technical plans. He must have a sufficient knowledge of heat dissipation to assist the air-conditioning engineer in properly installing an adequate system if it is required.
He should have available the latest revised FCC Tariff No. 198 giving regulations, minimum costs, and leasing times for various grades of service, etc., concerning channels for program transmission in connection with radio broadcasting. This enables him to be prepared to come up with a quick estimate on the technical costs of a special event and provides a basis for judging whether certain classes of lines should be ordered instead of using mobile equipment that is either owned by the station or available for lease. This information is available from the American Telephone & Telegraph Co. Also, it is a good idea for the chief engineer to become acquainted with the supervisor of the local AT&T toll test and telephone company test board and be familiar with the extent of prior notification necessary for the various classes of line service. This requirement varies somewhat with local conditions.
He should be sure that all emergency numbers, such as police, fire, power and light company emergency service, AT&T toll test, and telephone company test are plainly posted at the studio and transmitter operating positions. He should also be sure that fire extinguishers of the proper type for electronic equipment are installed and that they are recharged at the required intervals.
The chief engineer must be acquainted with the FCC requirements for proof-of-performance measurements, including the technical standards that must be met and the dates when the appropriate forms must be filed. For example, a license-renewal application must be filed at least 90 days prior to the license expiration date. A complete proof of performance must be run in the four-month period preceding the date of filing application. Thus, if a station license expires October 1, the renewal application must be filed not later than July 2. (NOTE: Always check current FCC Rules and Regulations.) The proof-of-performance runs must then be made in the period of March 3 to July 2. It is advisable to run such tests about three times every year at intervals such that the tests occur at the proper time in the renewal year. Remember that proof-of-performance data must be filed with the application for license to cover the construction permit (CP) for new or modified facilities.
The chief engineer must also be familiar with FCC requirements for checks on existing directional-antenna system patterns, the frequency with which such checks must be made, and the proper recording of all related information.
When preparing the technical portion of an application for renewal of the license, be sure that data entered in the form are in agreement with the log (where involved) and that such data indicate compliance with the FCC rules and the license specifications.
It is good practice for the chief engineer to check the readings of meters periodically under normal operating conditions. Compare these with the log, the present license, and the previous application for the license or license renewal. This helps to eliminate errors, to ascertain that the observed data are typical, and to determine if the variations from licensed values are within the limits permitted.
Carefully file all original copies of station-frequency checks made by the frequency-measuring service, and be sure that this information has been properly logged. Preserve all records of such items as meter calibration for any meter replacement in the final stage or antenna system with the full details required by the FCC.
All of the foregoing condenses to this: Know exactly what the FCC and the specific station license require, and see that the proper steps are taken to meet these requirements. Make equipment-performance measurements more often than required by the FCC. Measurements made on a regular basis and a complete record of steps taken to remedy any deficiency go a long way toward assuring the radio inspector that the station is in competent engineering hands.
EXERCISES
Q14-1. Would you expect the studio VU meter and the transmitter modulation meter to "peak" the same on program waves at normal modulation?
Q14-2. Name the two basic methods of measuring antenna impedance.
Q14-3. How must transmitter output power be determined when field-intensity surveys are made? Q14-4. How is transmitter output power determined by the (A) direct method (B) indirect method? Q14-5. Must the limiter or agc amplifier installed in the normal transmission path be used in proof-of-performance measurements?
Q14-6. The stereophonic transmission standards state: "The stereophonic subcarrier shall be the second harmonic of the pilot subcarrier and shall cross the time axis with a positive slope simultaneously with each crossing of the time axis by the pilot subcarrier." Why is it necessary to standardize this time relationship?
Q14-7. The stereophonic standards also state: "At the instant when only a positive left signal is applied, the main channel modulation shall cause an upward deviation of the main carrier frequency, and the stereophonic subcarrier and its sidebands signal shall cross the time axis simultaneously and in the same direction." What stereo characteristic does this standard affect?
Q14-8. Review paragraphs L and M of the stereophonic standards (see Section 10-6, Section 10) . What stereo characteristic do these paragraphs of the standard affect?
Q14-9. In stereo transmission, do the terms "separation" and "cross talk" define the same characteristic?
Q14-10. When audio is weak or lost entirely at the transmitter, where is the first place to look?