1. Introduction
Many things have changed since the first, second, and third editions of this book were written. Magnetic recording is may still be the dominant storage technology, but its dominance is slipping. The everyday use of analog reel-to-reel recorders and longitudinal DASH digital tape recorders is virtually gone as are helical scan modular digital multitrack recorders. Computer based systems storing data on random access hard disk drives are still popular, but as the price comes down on memory-based recorders that have no moving parts at all, these devices will certainly win out in the end.
The driving factor behind this shift is economy in both the acquisition and operating costs of the newer formats. The new systems utilize techniques and components that were developed and are mass produced for the consumer and computer markets, not just the very limited professional audio market.
We will first explore the underlying technologies common to all magnetic recorders, old and new. In spite of the rapid growth of digital techniques in audio, analog recording is by no means dead. Many albums are still recorded and mastered using analog audio recorders. In addition, the audio (and video) archives of the second half of the twentieth century are stored in vaults on millions of reels of analog tape. As a result, we will need qualified tape recorder operators and maintenance technicians for many years to come.
Unfortunately, however, much of the knowledge about analog audio recorders and the mentors who taught this information are slipping away. This Section will provide an overview and in some cases more detail than the casual reader requires. A full treatment of the theory and practice of analog recording and specifically magnetic recording is clearly beyond the scope of this work. We hope that this will whet the appetite of some and spur others on to write more comprehensive treatments.
The roots of the modern-day tape recorder can be traced to Germany in the mid-1930s. Two German companies, AEG and IG Faben, worked together to develop the concept of recording on a coated tape. AEG built the machine and IG Faben developed the magnetic particles and manufacturing methods for the tape.
Although few people outside Germany took note, the German tape recording industry flourished, with 5 million meters of tape being produced in 1939, FIG. 1.
The German machines, using a form of plastic tape, were vastly superior to English recorders using steel tapes and American recorders using spools of steel wire.
At the end of World War II, the victorious Allies set aside all of Germany's patents as a form of reparation for the war. As a result, the wealth of German tape recorder technology was quickly and freely exploited in the United States and many other countries. Within just a few years tape recording replaced disk cutting as the primary method of recording information.
Magnetic tape offered several valuable advantages over phonograph disk recording and even the American fledgling wire recorders, including improved signal to noise ratio, lower distortion, and better frequency response. None of these quality features triggered the quick adoption of tape recording by the American radio networks.
The networks needed the ease of use, especially the ability to create undetectable edits by cutting and splicing the tape. The recorders also had an important secondary benefit-the ability to stop and quickly restart recording. (One does not stop a record cutting lathe in the middle of a cut!)

FIG. 1. German Magnetophon, 1935. This portable magnetophone weighed over
100 pounds. Courtesy BASF Corporate Archives.
Both of these features stem from the nature of the tape recording. Tape recording is a serial process that distributes the audio events on a very long piece of tape.
The time of the event is implicitly encoded in the position of the event along the tape. The editing scissors and tape now become a time machine that can alter the apparent time of an event by relocating the tape segment of the event to a new position in the reel.
Editing is merely playing tricks with this time machine to remove or replace events to alter the program.
Ironically, more than 50 years later the pendulum has swung back, turning the serial nature of tape into a shortcoming. Most operations in a recording studio require one or more replays of previously recorded material. During a mixdown session, for example, the same song may be replayed 500 times before the final mix is finished. Each of these replays requires time to rewind to the head end of the desired selection. A 3-minute tune recorded at 30 in/s occupies 450 ft of tape. If the tape recorder takes 15 seconds to rewind the tape, the engineer would spend 500 15 second intervals waiting for the tape recorder to rewind. That is over 2 hours spent in rewind mode!
Contrast this sluggish operation with a digital audio system's hard disk that can locate any position on the disk in less than 10 ms. 500 rewinds might now take less than 5 s!
1.1 The Family of Magnetic Recording Devices
All magnetic tape recorders are members of a larger family of storage devices that utilize moving storage media. Other members of this family include phono graph disk recorders, motion picture cameras and projectors, optical laser disks for video and audio, and magnetic disk devices for computer data storage. These storage devices share one very important characteristic--they all are complex electromechanical devices.
In addition to electronic circuits that amplify, process, and control the basic signal that is to be recorded and retrieved, each device also contains numerous mechanical devices to move the media past the recording and reproducing transducers and also position the transducers for optimum performance.
All magnetic recorders share key features:
1. The recording process is instantaneous, requiring no intermediate processing before the signal can be replayed.
2. The record and playback processes exhibit reciprocity, meaning a single transducer may be used for recording or playback.
3. The storage medium can be easily erased and reused.
4. The parameters of the system (speed, track width, encoding scheme, etc.) can be customized for a broad range of audio and video applications.
-----------

FIG. 2. Transformer versus tape recording.
Secondary playback Secondary playback Primary record Primary record Tape motion Magnetic flux A. Transformer. B. Tape recorder.
----------
1.2 Tape Recorder as a Transformer
A magnetic tape recorder can be visualized as a specialized form of transformer. In a conventional transformer, an electrical signal on the input or primary winding is converted to magnetic energy in the magnetic core of the transformer. This magnetic energy is then converted to an electrical signal in the output or secondary winding, proportional to the ratio of the windings.
Transformers can be quite efficient and the losses are typically just a few percent of the total power passing through the device. The best audio transformers intro duce only very small amounts of distortion to the amplitude and frequency response of signals passing through the transformer, FIG. 2.
For a tape recorder, the input and output windings consist of the record head and reproduce head. The magnetic core that couples these windings is a conveyor belt covered with magnetic particles in the form of the magnetic tape. A magnetic image is permanently impressed on the conveyor at the record head. When this image passes over the reproduce head, anywhere from milliseconds to years later, the magnetic image creates a signal in the head that is analogous to the original signal.
Unlike the fixed transformer core, the recording tape is fraught with numerous distortions, losses and imperfections that require attention. Virtually every component in the record/reproduce chain, including the heads, tape, signal electronics circuitry, and mechanical drive system, contributes to these errors.
1.3 Changes with Time and Space
Those of us who work in audio and acoustics are used to thinking of audio as a complex wave made up of discrete frequencies. These frequencies move through the medium (air) at a fairly constant speed. Distortions due to changes in propagation time are not often observed. In the equation (eqn. 1) where, C is the speed of sound in air and is essentially viewed as a constant.
In the analog tape recorder, C, the speed of the tape past the tape head, is a variable. Changes in the speed of the tape past the record/play heads will almost always be noticeable and, unless you are trying to sound like a small rodent, undesirable! The mechanism responsible for moving the tape past the heads in a constant and repeatable manner is called the transport.
2. Tape Transports
The beginnings of modern-day tape transports can be traced to Vlademar Poulsen, the Danish inventor of the magnetic wire recorder. Poulsen's experiments in 1898 consisted of moving an electromagnet along a piece of steel wire to record and reproduce sound. He soon learned, just as every tape recorder operator today learns, that the relative motion between the transducer (the electromagnet) and the storage medium (the wire) must be uniform and repeatable.
Many of Poulson's solutions to this problem, such as sliding the electromagnet down a long, sloping wire worked reasonably well but were hardly practical! The functions of his transport device, however, were the same as modern tape recorders, specifically:
1. To drive the tape (or wire) at a repeatable, and preferably constant speed over the surface of the transducer heads.
2. To maintain a fixed mechanical alignment of the tape as it crosses the heads.
3. To provide contact pressure between the tape and head by either tensioning the tape or pushing the tape against the head.
4. To provide the necessary auxiliary motions of the tape required for functions such as rewind, search, and editing.
The early German Magnetophon developed by I.G. Faben in the 1930s satisfied all of these requirements with a simple mechanical layout. Over 70 years later, today's recorders have essentially the same layout, shown in FIG. 3. The reels of tape are mounted on the shafts of two motors that provide the high-speed spooling and the play-mode tape tensioning. The tape moves from the supply reel on the left to the takeup reel on the right.
As the tape leaves the supply reel, it is steered by guides to pass over the erase, record, and playback heads.
Following the heads is a constant-speed tape drive consisting of a rotating shaft called a capstan and a pinch roller to press the tape against the surface of the capstan.
The tape then passes to the takeup reel, FIG. 3.
This layout was used on virtually every tape recorder ever built except for the infamous Ampex 400 built sometime in the early 1950s that placed the capstan/pinch roller assembly to the left of the heads.
The typical degree of precision that is available today in a professional recorder includes a tape speed variation of a few hundredths of a percent, mechanical alignments of less than one-thousandth of an inch (0.001 inch) and three-thousandths of a degree (0.003°), and tension variations of a few percent. Even these seemingly small variations create readily observable errors in recordings, leaving opportunity for future improvements.
2.1 Tape Metering
Ever since the early introduction of tape recorders to radio broadcasting, it was desired to have world standards that would permit tapes to be freely exchanged between facilities around the world. Furthermore, it was necessary to be able to freely exchange segments within a reel by editing. This requires absolute speed accuracy throughout the reel.

FIG. 3. Classic tape transport layout.
Pinch roller
Broadcasters were concerned about the running time of a radio show. If the show was timed at exactly 30 min when it was recorded, it should also play in exactly 30 min on the air. A common timing accuracy specification of 0.2% means that the tape could play up to 0.2% of 30 min fast or slow or 3.6 s of error in either direction.
This could result in either 3.6 s of overlap with the subsequent program, or 3.6 s of dead air silence while waiting for the next show to start.
A more demanding speed specification is the absolute speed error throughout the reel. If the tape machine runs 1% fast at the beginning of the reel, and 1% slow at the end of the reel, the overall timing might come out just fine. But when you cut a segment of music from the head of the reel into a song at the end of the reel, you now have a 2% speed jump at the splice, with a very noticeable pitch change.
A simple speed control technique is to clamp the tape to a surface that is moving at the desired tape speed, such as the outer periphery of a rotating drum.
The tape is thus forced to move at exactly the same correct speed. Various implementations use drums that range from over 2 inches in diameter to tiny shafts less than 0.1 inch in diameter. In general, the larger the drum, the more accurate the tape speed control. The very small spindles are usually employed at the very slow tape speed found with compact cassettes and consumer videocassettes.
The rotating drum is called a capstan, named after a device used on sailing ships to pull in cables and hawsers, and the clamping device is called a pinch roller.
The simplest capstan is the shaft at the end of a motor.
The diameter of the shaft is chosen so that the shaft's circumference will move at the desired linear tape velocity when the motor is spinning at operating speed.
The actual linear velocity of the capstan surface is slightly lower than the tape's speed. The effective speed of the tape is measured at the neutral axis of the tape, about ½ of the tape thickness into the tape for large capstans, but dropping down to about of the tape thickness for small capstans. Remember that the total thickness of a tape is the sum of the backing and coating thicknesses. A nominal 1.5 mil tape is really about 2 mils thick-1.5 mils of backing substrate and 0.5 mils of oxide coating.
Other designs use a capstan/flywheel assembly that is driven by belts or rubber-tired idlers that engage the primary drive motor's shaft. The resulting reduction in rotational speed permits the use of a larger capstan diameter. A good example with a belt reduction is the 3M Isoloop tape transport. At 15 in/s the capstan motor spins at 30 rev/s, but the large capstan turns only 2½ rev/s. The 12:1 speed reduction permits large diameters on all drive surfaces.
A flywheel in normally employed on the capstan's shaft to smooth out any small speed variations. The effectiveness of the flywheel increases directly with increased flywheel moment of inertia, but inversely with the square of the diameter of the capstan. The large capstan diameter of the 3M transport required a flywheel weighing 6 pounds! Any rotational speed disturbances in the capstan will show up as linear speed variation in the recording tape.
This means that the capstan must spin at an absolutely constant speed. The simplest constant speed device is a hysteresis synchronous motor. Synchronous indicates that the motor runs at a speed that is locked to the frequency of the voltage driving the motor, similar to a clock motor (before battery operated clocks). The motor contains a pair of windings for each operating speed.
The two windings are physically offset by ¼ of the distance the motor rotates during one cycle of the drive voltage. One of the windings in each pair is connected directly to the power source. The second winding is connected with a large capacitor in series with the winding to shift the phase of the current and the resulting magnetic field in the second winding approximately 90° with respect to the main winding. The physical and electrical shifts work together to create a rotating magnetic field.
Two-speed hysteresis synchronous motors are common in tape recorders, and a few three-speed motors are also used. The motor must be designed for the intended operating frequency of 50 Hz or 60 Hz and the phase-shifting capacitor chosen for the appropriate frequency.
Although the hysteresis synchronous motor is an economical solution, it has major shortcomings. First, the speed of the motor is only as good as the stability of the frequency driving the motor. We assume that ac source is stable. However the power companies only guarantee a certain number of cycles each day. At any given time the frequency of the grid at any location may be slightly high or low depending how much adjustment is needed to bring the daily total of cycles into compliance. Sometimes, however, it is desirable to run at other than nominal speed for special effects or pitch correction. This Variable Speed Oscillator (VSO) operation requires a versatile power source for the capstan motor that can be shifted in frequency. If the frequency is shifted very far from the nominal frequency, the phase-shift capacitor will no longer provide a true 90° of phase shift. The motor will begin to vibrate, the power of the motor will decline, and the motor's temperature may rise. The maximum practical speed shift is then less than 15%.
A third problem is that the selection of speeds is quite limited. For 60 Hz operation, there can be motor speed pairs of 3600/1800, 1800/900, 1200/600, and 900/450 rpm. If the shaft of the capstan motor is used as the actual drive surface, the desired tape speeds will determine the diameter of the shaft. Slow tape speeds require very small capstan diameters. The resulting small contact area can create speed errors due to slippage.
All these problems can be avoided by substituting a servo-controlled motor for the hysteresis synchronous motor. A servo-controlled motor utilizes a speed measuring device on the capstan in the form of a high-resolution optical or magnetic tachometer. This tachometer may provide as many as 1200 speed samples per revolution of the motor, a rate high enough to detect not only overall average speed, but even very small speed transients due to imperfections in other components in the tape path. By comparing the speed sensed by the tachometer to a high-accuracy reference derived from a crystal oscillator, any variations or errors in speed are immediately detected. The control circuits use this error to generate corrections in the voltage driving the motor to cancel the speed error. The overall accuracy of this closed-loop system is primarily dependent on the accuracy of the tachometer and the reference clock.
The block diagram of a typical capstan speed control is shown in FIG. 4. Commonly referred to as a phase-lock servo, the system is, in essence, a clocked position detector. The servo automatically adjusts the motor voltage so that the tachometer will produce one pulse for each pulse of the reference clock.
The crystal oscillator/counter provides a highly accurate clock reference by dividing the frequency of the crystal oscillator down to a convenient lower frequency.
The switching transition of the clock serves as a strobe to sample the position of the tachometer. If the motor is running exactly at the desired speed, each tachometer transition will coincide exactly with a clock transition.
The phase comparator compares the tachometer and clock signals to determine which signal arrives first and the amount of timing error between the sources. The error signal generated by the phase comparator is amplified and passed through a low-pass filter that smooths the individual pulses into an average dc voltage that can drive a dc motor. This smoothed voltage is applied to a power amplifier, called a motor drive amplifier (MDA), that drives the motor.
The phase-lock servo permits convenient speed control at multiple tape speeds by selecting various points along the divider chain. The minimum speed is limited by the data rate from the tachometer and the smoothing provided by the low-pass filter. The maximum voltage and current available from the MDA typically sets the maximum speed. Speed ranges of 2:1, 4:1, and 8:1 are common in audio recorders with servo-controlled capstans.
Variable-speed operation for a servo system is much simpler than for the hysteresis synchronous motor. A simple variable-frequency oscillator can be substituted for the fixed reference to provide infinitely variable speeds!

--------------- FIG. 4. Capstan speed control block diagram.
Crystal oscillator Dividers Internal 9600 Hz External VSO External Speed dividers 3 3/4 7 1/2 15 30 Speed select Ref Tach Phase comparator Error Filter Nominal Motor drive amplifier Sensor Tachometer disk Motor 1/2 1/21/2; + Nominal 9600 Hz
--------------
The de facto standard for professional machines is that an external VSO frequency of 9600 Hz from accessories will drive a servo at nominal speed. This 9600 Hz signal can be substituted for the crystal's countdown signal at an appropriate point in the countdown chain before the final speed-determining dividers. The VSO signal is thus able to control the machine at any of the machine's running speeds.
If the tachometer is accurately mounted, if the tachometer samples occur frequently enough to provide precise sensing, if the control circuit sends the correction signal to the motor quickly so that errors are sensed as they start, and if the motor can respond swiftly to corrections in its control voltage, then the motor will turn at a constant speed. The string of "ifs" in the previous sentence is a clue to the complexity of this servo design. The results, however, of a good design are very impressive, with professional recorders being able to suppress mechanically induced speed variations to below 0.05% rms at 15 in/s (38 cm/s) on a routine basis.
The speed-sensing device need not be attached to the driving capstan for phase-lock operation. The tachometer can be mounted on a free-running idler that is driven by the tape, but the extra time delay introduced into the error signal renders the system more difficult to control. This delay usually requires a reduction in the stiffness and bandwidth of the servo loop, requiring either an improvement in the inherent errors that are to be corrected by the servo or a decrease in the expected level of performance.
A further extension of the free-running idler concept is to eliminate the drive capstan completely, as in machines manufactured by John Stephens. These machines relied on two high-performance spooling motors to perform all the speed control tasks. The Stephens recorders provided excellent speed control under normal conditions, but the large inertia of a 6 pound roll of 2 inch tape limited the responsiveness of such systems, rendering them vulnerable to abrupt disturbances such as tape splices or layer-to-layer adhesion of the tape.
2.1.1 Tape-to-Capstan Contact Enhancement
Constant tape speed requires that the capstan driving the tape must have enough traction on the tape due to friction to exert positive control of the tape. If we just wrap the tape around the capstan, the traction force due to friction will usually be too weak to exert full control of the tape. To maintain control, the capstan's drive force must be at least equal to the difference in the tape tensions on the ingoing and outgoing side of the capstan, as shown in FIG. 5.
-------------
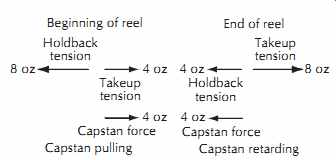
FIG. 5. Forces at the capstan.
4 oz 4 oz 4 oz 4 oz Holdback tension Holdback tension Takeup tension Takeup tension 8 oz Beginning of reel End of reel Capstan force Capstan force Capstan pulling Capstan retarding 8 oz
-----------------------
Active contact enhancement devices such as the rubber pinch roller push the tape against the capstan surface to maintain firm contact. Unfortunately, the pinch roller also produces numerous undesirable side effects, including:
1. Heavy side loads on the capstan that produce bearing wear and can even cause small diameter capstans to bend or tilt.
2. Speed errors due to the elastic deformation of the rubber roller at the point of contact.
3. Increased variations in speed created by imperfections of the rubber, eccentricities of the roller, and bearing rattle.
One way to avoid the problems of pinch rollers is to clamp the tape to the capstan using air pressure and a vacuum pump. Computer tape drives have frequently used hollow vacuum capstans to achieve rapid tape start/stop and shuttling. The capstan must be of porous material or have machined passageways so that air can be sucked from the surface of the capstan. The ambient air pressure will then push the tape firmly against the surface of the capstan. Since the air pressure differential will be somewhat lower than the maximum 14.7 pounds per square inch (psi) of nominal atmospheric pressure, there will need to be a substantial tape contact area to generate the required traction force.
Passive contact enhancement methods concentrate on maximizing the traction between the tape and capstan surface. Roughening of the capstan surface by sandblasting or coating the surface with urethane rubber or diamond-impregnated grit yields an improvement in the coefficient of friction. After heavy usage, however, the roughening will be polished away by the abrasive surface of the tape, or the urethane surface will glaze and harden, requiring reconditioning to avoid slippage.
Other passive techniques concentrate on eliminating any loss of contact due to air being trapped between the tape and capstan. This air bearing effect , which becomes evident at tape speeds as low as 30 in/s (78 cm/s), can be minimized by cutting bleed slots in the surface of the capstan. These slots are similar to the tread grooves on an automobile tire, providing escape paths for the trapped air.
2.1.2 A Word of Caution Regarding Urethanes
The standard roller rubber is neoprene, a fairly stable rubber compound that can resist ozone and smog. Many newer compounds, especially various urethanes, have also been tried with some success. Sometimes the new roller will give excellent results when new, but then it will glaze over and lose its adhesion to the tape. In other cases the roller's elastomer will turn into a gummy ooze with the consistency of taffy.
The urethane is affected by temperature and humidity conditions, and by any solvents used to clean the tape path. Always check the cleaning pad after you clean the pinch roller. If the pad has just tape residue, you are providing proper cleaning. If, on the other hand, you see a residue that looks suspiciously like the surface of the roller, you may be dissolving your pinch roller!
Regardless of the passive and/or active contact enhancements, servo design, and workmanship standards employed in a given transport, some residual amount of tape speed variation will still be present. The long-term or fixed component of this speed error is denoted as speed accuracy, timing accuracy, or drift.
The small, rapid changes in instantaneous speed are referred to as flutter.
Flutter is further broken down into three frequency bands, based on perceptibility, FIG. 6.

FIG. 6. Flutter bandwidths.
Speed variations at rates up to a few cycles per second are termed wow, with the listener perceiving a cyclic pitch variation in music. The most common source of wow is eccentric rotating parts.
Faster flutter rates due to motor torque pulsations and rattling bearings add a fluttering sound to the music.
As the flutter rate increases beyond a few hundred hertz, the listener no longer distinguishes the flutter components from the music. Instead, the listener notices a loss of crispness and clarity, with high frequencies created by percussion, strings, and brass sounding dull or mushy. These high-frequency scrape flutter components are generated as the surface of the tape scrapes over stationary elements such as fixed guides and heads, creating vibrations in the tape similar to the plucking of a stringed instrument.
Historically, wow and mechanical flutter have received much more attention than scrape flutter. In fact, tape recorders were used for music recording for nearly 20 years before the first transport with low scrape flutter was introduced. Even today designers of both transports and tapes treat scrape flutter more as an after thought than as a primary problem, failing to quote any specifications for scrape flutter performance. Unfortunately for the user, the subjective evaluation of the clarity of a recording is very dependent on the amount of flutter in all three flutter bands.
Weighted peak flutter is an attempt to characterize a human listener's perception of flutter. Many years ago, numerous tests showed that the test subjects most readily identified flutter disturbances that occur at a rate of approximately 4 Hz. Furthermore, the tests indicated that the listener responded to the peak levels of flutter, even though the peaks may have been infrequent. Based on these test results, flutter meters now include band pass filters peaked at 4 Hz and quasi-peak metering.
Today, every professional tape recorder produced in the past 35 years includes components to reduce scrape flutter, but the typical weighted peak flutter meter is totally incapable of measuring these components to verify proper performance! In addition, misbehaving servo-controlled transports can generate flutter frequencies at virtually any frequency. Unlike the older machines with all their mechanical resonances below 100 Hz, newer machines can have servo oscillations well beyond 1 kHz.
The entire flutter spectrum should be measured, especially when performing maintenance testing of professional audio recorders.
2.3 Tape Tensioning
Magnetic recording tape, like all elastic media, must be stretched slightly to produce tension within the tape. For normal recording applications, the tape is stretched approximately 0.1% to achieve a typical tension of 4 oz per ¼ inch of tape width. Since this small amount of stretch is less than one tenth the level of stress required to permanently deform the tape, no permanent deformation results.
Four separate and often conflicting functions are performed by tape tension on a tape recorder:
1. Tape tension holds the moving tape firmly against the record and playback heads to achieve good high-frequency performance.
2. Tension stiffens the tape on the tape guides so that the tape position will remain constant.
3. Tension controls the stacking of the layers of tape on the takeup reel.
4. On machines without pinch rollers, the tension holds the tape against the capstan to create enough drive traction for proper tape speed control.
The classic tape transport of FIG. 3 utilizes the supply reel spooling motor to generate tape tension over the heads in the Play mode. The supply motor is energized in the clockwise (rewind) direction with a reduced voltage, generating a constant torque from the motor. To convert motor torque to tape tension, divide the torque by the radius of the tape pack (the lever arm).
However, the radius of the pack on the supply reel decreases as the tape plays off. By the end of a 10½ inch NAB reel, the radius has dropped to half the starting value, causing the tape tension to double. (Some plastic 7 inch reels have outside to inside diameter ratios of more than 3:1.) The tape tension is further altered to some degree by every component that comes into contact with the tape.
When tape slides over any stationary guide or head surface, the tape tension changes slightly due to the friction between the tape and the stationary surface. (The bearing friction and viscous drag of rotating guides is usually negligible.) The relative contribution of friction tension to the total tape tension ranges from a low of 5% for transports with only rotating guides to over 50% for transports with numerous fixed guides and/or large tape deflection angles around fixed guides.
The amount of drag tension generated by a cylindrical post is shown in FIG. 7. The tension and friction build up as the tape moves around the guide. The true expression for the total drag is an exponential function, but for tape paths with only small amounts of wrap, we can approximate the tension change with the expression:
Tension change = K x tape tension x angle of wrap x coefficient of friction
(eqn. 2)
Note that although the diameter of the guide does not appear in the tension expression, the pressure exerted by the guide against the tape surface increases as the diameter decreases. This increased pressure makes small guides wear faster and accumulate dirt more quickly.
Since a speck of dirt trapped on the surface of a small guide would also be more prone to scratch the tape surface, small-radius fixed guides must be kept very clean.

----------- FIG. 7. Tension increase due to guide friction.
Tape direction Tension
Tension and tension change
----------------
The coefficient of friction depends not only on the type of tape, but also the condition of the roll of tape.
Older tapes may lose the surface lubricants that allow the tape to slide freely across the stationary surfaces.
This may result in a squealing sound as the tape runs through the recorder. Even worse, when sticky shed debris from breakdown of the urethane binders in the tape collects on the tape guides, the tape may be dragged to a dead stop. These problems occur commonly when dealing with older archived tapes.
Some transport designs are more sensitive than others to changes in tape tension resulting from tape problems. Tape paths with either high amounts of drag tension or no pinch rollers may require a readjustment of the tape tension to maintain acceptable performance and avoid tape slippage.

--------- FIG. 8. Dual capstan transport showing multiple discrete tension
zones.
Supply reel Takeup reel Slower capstan Supply tension zone Head tension zone Takeup tension zone Faster capstan Tape direction
------------------
2.3.1 Capstan-Derived Tensioning
Because of conflicting tension requirements at various point along the tape path, it is useful to break the total path into segments with different tape tensions. The classic tape transport, for example, has two distinct tension zones, one to the left of the capstan and another to the right of the capstan. One common approach is to use a driven capstan and pinch roller as an isolation device, with the capstan motor supplying the power needed to overcome the tension differential across the capstan, see FIG. 5. This isolation can then be used, for example, to achieve low head tension and high takeup spooling tension.
Carrying this strategy one step further, if one capstan can be used to isolate the head from the takeup system, then it should be possible to use a second capstan to isolate the heads from supply reel disturbances. This would provide the desired isolation on both sides as shown in FIG. 8. The difficulty is in generating a controlled tension between the capstans where the tape passes over the heads.
The solution is to have slightly different surface velocities on the two capstans. If we need a 0.1% stretch of the tape to give us the desired 4 ounces of tape tension, then the outgoing capstan must have a surface velocity 0.1% higher than the incoming capstan. This can be achieved by using two hysteresis synchronous motors with slightly different capstan diameters. The Gauss high-speed tape duplicators used this technique with great success. A very similar technique is to use a nonstretching plastic belt to couple the drive motor to both capstans. If both capstan shafts are identical, but the pulley on the outgoing capstan is 0.1% smaller than the other pulley, the desired speed differential will be realized.
Many dual capstan cassette decks provide bidirectional operation. A simple trick is to use an elastic rubber belt to drive both capstans, FIG. 9. Since the belt is elastic, it will stretch slightly whenever it delivers a pulling force to a load. It must pull on the incoming capstan's pulley with sufficient force to overcome the holdback tension, the friction due to the incoming pinch roller and capstan's bearings, and the load caused by the elastic deformation of the pinch roller at the point of contact with the tape and capstan. As a result, the stretched belt leaving the incoming pulley will have a slightly higher linear velocity due to the stretching. As this stretched belt passes around the outgoing pulley, the higher linear velocity will turn the outgoing pulley slightly faster than the incoming pulley. The difference in speed generates the desired tape tension. Everything is symmetric, so if the motor is reversed, both the tape and the tape tensioning will reverse.
-------------

FIG. 9. Bidirectional dual capstan drive.
Supply reel Takeup reel Capstan motor Outgoing capstan and pinch roller Ingoing capstan & pinch roller Tension ingoing Tension ingoing + Tension outgoing
------------
These dual-motor and single-motor designs are both classified as tight loop or closed loop tape drives.
Closed tape loops were first developed for the very high-performance recorders used to gather telemetry information from rocket testing. If the capstans are free of flutter, these designs can yield low mechanical flutter and wow since the heads are isolated from spooling disturbances. As a bonus, a closed loop tape path yields low-scrape flutter because only a short span of tape is free to vibrate at the heads.
Yet another closed loop design, the 3M Isoloop, achieves the effect of two capstan diameters by using a single capstan with multiple alternating rings of large and small diameters. The step between rings is so small, on the order of 0.1%, that specially contoured pinch rollers can press the tape against the smaller-diameter rings on the incoming side and against the larger-diameter rings on the outgoing side of the capstan, FIG. 10.

---------- FIG. 10. 3M Isoloop drive.
Incoming capstan idler Capstan Tape Outgoing capstan idler Reversing idler R P
-----------
Unlike recorders that derive tape tension by control ling torque on the spooling motors, the tension of the closed loop drives varies slightly with tape thickness.
Since the change in tape length is always constant, lower tensions are generated in thin tapes that stretch more easily. This decrease in tension is generally unnoticed since the thinner tape conforms more readily to the face of the heads, offsetting any pressure reduction.
2.3.2 Spooling-Motor-Derived Tensioning
The classic tape transport of FIG. 3 experiences a 2:1 tension change from beginning to end of reel. For nearly 25 years the recording industry was forced to struggle with recorders that had this doubling of tape tension, with attendant speed variations, splicing problems, and tape guiding variations. The advent of economical integrated circuits has led to more sophisticated designs that replace the constant holdback torque with an active tension servo control.
Tension servos fall into two categories-closed loop and open loop, FIG. 11. The closed loop servos directly sense the tape tension with a spring-loaded surface in contact with the tape. The tape pushes against the spring, causing a displacement of the sensing device. The resulting output voltage or current provides an electrical signal proportional to tension that can be used to control the spooling motor drive voltage.


----- FIG. 11. Closed and open loop tension servos.
Spooling motor Capstan motor Tachometer
Tachometer Reel pack radius estimater
Tape speed Reel speed Motor drive amplifier Tape A. Open loop.
Tape Motor drive amplifier Difference detector Spooling motor Reference tension Actual tension B. Closed loop.
Capstan motor
-----------------
Numerous types of sensing devices have been employed by various manufacturers; including photo cells, photo-potentiometers, rotary potentiometers, and Hall effect devices. Noncontacting photosensors and Hall devices have demonstrated longer lives than rotary potentiometers with sliding mechanical contacts.
Rather than directly measuring the tape tension, the open loop tension servos sense other parameters such as the rotation rate of the spooling motors and infer or calculate the amount of drive to the spooling motor necessary to achieve the desired tape tension. For example, the rotational velocities of the spooling motors can be measured with dc tachometers attached to the spooling motor shafts. The tape speed can be derived from the frequency of the tachometer pulses coming from the capstan servo motor. Dividing the tape speed by the reel rotation rate yields a value proportional to the tape pack radius. Tape tension times tape pack radius is equal to the required motor torque. Therefore,
Vmotor = tension adjustment factor x speed_tape/speed_rotational
(eqn. 3)
If the calculation is executed with analog circuits, the multiplication is easily implemented by a potentiometer, but the division requires an analog multiplier/divider integrated circuit.
The same results can be achieved with a read-only memory lookup table that is programmed with the correct motor voltages for various combinations of speed and pack diameter.
MCI tape transports using the open loop tension control method described above provided very accurate tension control over a wide range of speeds and reel diameters. The major shortcoming is that the calculated method cannot detect tension abnormalities due to bent reels, motor problems, or changes in friction.
A further benefit of the diameter calculations is the ability to anticipate the end of a reel of tape. Both unintentional unthreading of the machine and abusive high-speed unthreading can thus be avoided.
The MCI tension control worked very well because an integrated circuit performed the analog division with high precision. Other tension controls, such as the Tentrol for Ampex transports, substituted a pair of adjustment potentiometers for the analog divider. The resulting straight-line approximation of the division process was not as accurate as the MCI method, but it was much better than the 2:1 tension change without any sensing and control.
2.4 Tape Guiding
For proper recording and playback of a magnetic recording to occur, the tape must move over the heads in a very precise path. This tape path should be the natural path that the tape would follow without any external vertical constraints. The purpose of the guiding system is not only to protect the tape and to overcome the slight reel-to-reel variations in tape such as twists and bends due to tape-manufacturing tolerances but not to force the tape to perform any unnatural acts. Any such use of brute force will lead to tape damage, excessive guide wear, and/or instabilities and jumping of the tape.
The tape guiding system deals with five aspects of the tape motion-height, azimuth, zenith, wrap, and rack-with primary concern for the motion of the tape at the heads. Each aspect is in turn composed of two components: fixed errors due to misadjustment and dynamic errors due to tolerances and tape variations.

Table 1. Loss Due to Height Error
2.4.1 Tape Height
Height must be controlled so that the recorded tracks on the tape will pass directly over the pickup areas of the head. The required degree of height accuracy increases as the tracks become narrower. Table 1 shows signal loss due to height errors for several popular tape formats.
For a tape guide to position the tape accurately, the tape must fit snugly into the guide, but the guide must not squeeze the tape edges. The typical manufacturing tolerances of 2 mils to 4 mils (50 µm to 100 µm) on tape width and 1-3 mils (25-75 µm) on tape guide width result in a loose fit for many rolls of tape.
Sources of height error also include fixed errors in head and guide height and core placement tolerances within the head. A good alignment should contain no more than 1 mil (25 µm) combined error for the head and guides, but this degree of accuracy requires the use of optical measurement devices that are not commonly available in a recording studio. Typical maintenance shop practices will yield errors in the range of 2-3 mils (50-75 µm). When this alignment error is added to a typical core placement error of 1 mil (25 µm) and a tape guide clearance error of 2 mils (50 µm), the signal loss or variation can easily exceed 1 dB on a 24 track recorder.
A relatively simple method of reducing the sensitivity to height errors is to use different widths for the record and reproduce head core widths. Using either a wide playback head on a narrow recording or a narrow play back head on a wide recording will reduce or eliminate the losses due to height variation. Differing track widths, however, give rise to a common operator error. Setting the normal and sync reproduce levels from a full-track alignment tape, which has signal recorded across the entire width of the tape, will produce a level error on the wider of the two heads. The amount of error, which depends on the ratio of the core widths of the two heads, must be subtracted from the actual meter reading of the wider core to determine the true flux level. For example, a recorder with 37 mil (0.93 mm) record cores and 43 mil (1.08 mm) reproduce cores would be set to read 0 VU in sync playback and +1.3 VU in normal playback from a full-track alignment tape.
2.4.2 Head Azimuth
Not only must the tape passing across the head be at the correct height, but also the recorded signal on the tape must be parallel to the pickup gap in the reproduce head. Any angular error is referred to as azimuth error.
Table 2 gives the amount of signal loss due to azimuth error for a 15 kHz signal at 15 in/s (38 cm/s), a 1 mil (25 µm) wavelength O.
For a typical professional recorder with guides spaced 6 inches (15.2 cm) apart, the worst case combi nation of guide and tape sizes could produce a maximum dynamic guiding error of _5 mils (125 µm) at each guide, yielding an azimuth error of _0.1_or _6 min. This error would generate a signal fluctuation of 3 dB for a 250 mil (6.35 mm) track width as indicated in Table 3. Overlapping heads or tracks offer no azimuth loss improvement.

Table 2. Azimuth Loss at 15 kHz, 15 in/s (1 mil wavelength)
After many years of decreasing track widths to fit more tracks on a tape, there is a resurgence of wider track formats such as 2 tracks on ½ inch or 1 inch tape and 8 tracks on 2 inch tape. Although these formats yield superior SNR and reductions in amplitude modulation noise, the wide tracks can create level stability problems. These wider tracks will have large signal variations at high frequencies if the tape guides permit even small dynamic guiding errors. As a result, when a transport is fitted with wide-track heads, the guiding is also usually modified to hold the tape more accurately.
For multitrack recorders, the time and phase relationship between audio channels that are recorded on separate tracks may be more critical than the level of short-wavelength signals. Azimuth errors contribute to differential timing errors between tracks, since the azimuth tilting causes one track to be reproduced slightly later than the other. As the distance between tracks becomes large, such as for 1 inch and 2 inch (2.5 cm and 5 cm) formats, the timing error becomes critical. A typical method to measure this timing error is to record the same high-frequency signal on two tracks, and then measure the phase difference between tracks.
Table 4 shows the amount of worst-case phase difference and timing difference at a 1 mil (25 µm) wavelength introduced by a 0.5 dB head azimuth error for the outer pair of tracks.
The magnitude of both the height loss and the azimuth loss could be greatly reduced if the widths of the tape guides and tape matched perfectly. One method to achieve this objective is to use adapting guides with spring-loaded movable flanges so that the guide adjusts itself to the tape width. Some digital audio recorders with numerous very narrow tracks utilize spring-loaded guides to maintain close repeatability of the tape path.

Table 3. Errors Due to 0.5 dB Azimuth Error (1 mil wavelength)
A similar effect can be achieved with fixed- flange guides if a curvature is deliberately introduced into the tape path. FIG. 12 illustrates two possible methods to achieve this curvature. Typically, an offset of less than 5 mils (125 µm) is adequate to overcome the worst-case combination of clearance between the tape and guides and the maximum amount of natural bowing in the tape due to slitting and subsequent handling distortions.
Although the dynamic guiding variations are greatly reduced by forcing the tape to maintain a distorted tape path, the increased force applied to the edges of the tape produces new problems. Not only do both the guides and the edges of the tape experience higher wear rates, but scrape flutter is also increased dramatically. The edges of a tape are very rough due to the shearing action used in the tape-slitting process. When these rough edges slide firmly against the distorting guide flange, tape vibrations are excited, producing scrape flutter.

FIG. 12. Deliberate tape curvature to reduce guiding errors.
2.4.3 Tape Guides
Tape guides come in many shapes, sizes, and basic types, as shown in FIG. 13. Each guide contains flanges that press against the edges of the tape to steer it. In all cases except the edge-only guide, the tape wraps around the guide to generate stiffness so that the steering force exerted by the flange can move the entire width of the tape and not just buckle the edge. Typically, at least 10 degrees of wrap is required for adequate stiffness.
--------------

FIG. 13. Five styles of tape guides.
A. Edge only.
B. One-piece stationary.
C. Three-piece stationary.
D. Fixed-flange rotating.
E. Rotating-flange rotating.
----------------
Rotating guides are generally less effective than stationary guides. Since the tape is in firm contact with the spinning surface of a rotating guide, rather than in sliding contact as with the stationary guide, the force required to slide the tape up or down is determined by the tape tension and the coefficient of static friction.
The tension component is identical for the stationary guide, but in this case the coefficient of sliding friction, which is typically half the static value, is used.
Although both stationary and rotating guides are commonly used in tape transports, rotating guides are slightly more prone to damage the edge of the tape.
Guides with large rotating flanges can produce ruffles on the edge of the tape if the tape edge contacts the outer radius of the moving flange. Most guide designs taper the flange to minimize this hazard, but a small flat area at the bottom of the taper is still required if the guide is used for precise tape positioning.
The edge-only guide is very limited in effectiveness since any appreciable force on the edge of the tape may cause the tape to twist rather than move up or down.
Next>>