HOW TO MAKE GOOD VINYL RECORDS
By Norman E. Mendenhall
An ironic little tale by someone who tried.
THE new digital recording techniques presently creating such a furor in the industry do not, un fortunately, deal directly with the greatest cause of consumer dissatisfaction with today's discs: inferior, if not actually defective, processing and pressing. We've all encountered the problem in the form of surface pops and crackles, warps, groove echo, and various unclassifiable distortions. Just why are these record flaws so common and so troublesome? Can anything be done about them? Many people (although not many within the confines of the record industry) labor under the delusion that all that is needed to make high-quality records is the desire to do so. So, at first, did we at Sonar Records. Quickly disabused of that simple notion, we went on to find one way of making high-quality recordings. It's far from the only way, but it has worked for us thus far, and it may be instructive for the record buyer to share some of the experiences that went into our discovering it.
When we first set out, we knew that if we wanted to produce a high-quality record we had to start with a high-quality master tape. Until direct-to-disc recordings appeared, tape recordings were almost invariably the original source of the music ultimately sold on discs. For our superior records we obviously needed superior tape recordings. Since we would be recording primarily classical music, we knew that an ideal tape recording would mean mini mum background noise and the very highest possible signal level we could obtain without driving the tape into distortion. And so we first went to the length of obtaining our own custom built tape recorder.
Next, we felt that, for classical mu sic, close-miking techniques would not yield the results we were after. We knew, for example, that if a micro phone is placed very close to the strings of a violin, it picks up a some what different sound than if it is placed several feet away, for, with the micro phone at a distance, more reverberation and hall sound find their way into the recording, certain of the violin's overtones and bowing noises are less prominent, and the instrument's directional characteristics play less of a role.
Also, when you have a group of instruments, a natural mixture of sound, such as is heard during a live performance, usually takes several feet of space to develop in. There are, in short, a number of variables involved, and we felt we could best capture what we wanted by backing off with the microphones and letting the orchestra balance itself.
This decision quite naturally simplified the mechanics of our recording. We no longer had to set up a dozen or more microphones throughout the orchestra, feed their outputs into a multitrack tape machine, and then work and rework those tracks later on.
Instead, we recorded using only two very high-quality microphones (placed some distance from the orchestra), let ting the sound develop naturally and capturing it as it would be heard in a live performance.
Sometimes (rarely) we would get a good natural balance almost immediately. But more often than not we had to lay down a small segment of the mu sic to be recorded, listen to the play back to check balance, and then reposition mikes and/or musicians as necessary. We asked the musicians to help us decide what sounded best, and we all worked together to get the best results. Naturally there were a few prima donnas interested only in their sound, but by and large the group cooperated fully, and we obtained an excellent overall balance.
As for equipment, we usually use omnidirectional microphones (one per channel) that feed directly into our own special low-noise microphone preamplifier; we then take the output of the preamp and feed it directly to our tape machine, which has been fitted with special low-noise components through out. All the mechanical tape-handling portions of the machine have been re worked to get the smoothest and quietest operation obtainable, and special heads of our own design have replaced the original standard playback and re cord heads. Recording is done at a tape speed of 30 inches per second using the highest-grade 1/2 -inch mastering tape.
This gives us a recording with very low noise and a wide dynamic range that is almost indistinguishable from the original performance when played back.
In the good old days, before the ad vent of the close-miking and multitrack mixdown techniques used today, engineers had no choice but to use these same methods, and this, in our opinion, was a major factor in creating the natural sound quality some of those old recordings have and today's products do not. In effect, we have adopted a similar approach: we simply let nature take its course and try to capture the sound with the best equipment we can get.
WTH the completion of the tape comes the process of transferring the sound to disc, and that is where the real "fun" begins! The first step in record production is, of course, the cutting of the master lacquer from the master tape. During disc mastering, the master tape is played on a special tape ma chine that provides the signal for the disc cutter, which in turn inscribes the signal as a complex mechanical undulation (the groove) on the master lacquer.
The tape machine also provides a signal for a control computer that "pre views" the master tape by means of a playback head physically located well before the regular playback head. The computer analyzes the information coming from this preview head and, de pending on the loudness or softness of the upcoming passage, tells the cutting lathe how much space to put between the grooves. The master lacquer itself is a 14-inch disc that looks similar to a vinyl record, only thicker. It is actually an aluminum disc coated with a special lacquer material so that the recording stylus can cut the grooves into it.
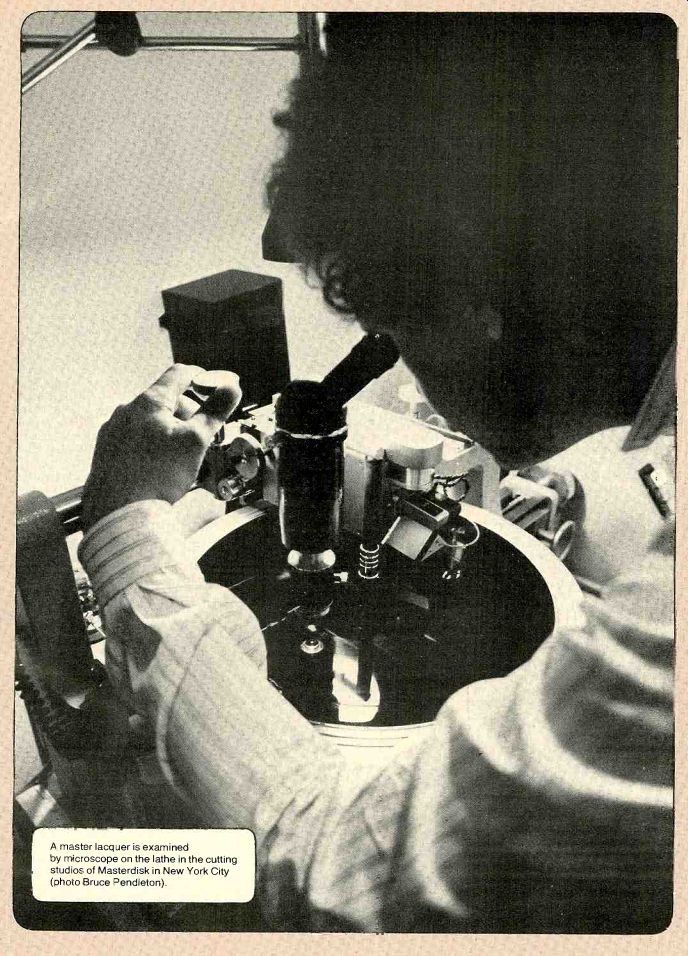
--------- A master lacquer is examined by microscope on the lathe in
the cutting studios of Masterdisk in New York City (photo Bruce Pendleton).
The intention in disc mastering is to put as high a sound level ("volume") on the record as possible without distortion and without cutting into the aluminum or causing the stylus to lift away from the lacquer surface. As straightforward as this sounds, it re quires a few hundred thousand dollars worth of equipment, and someone who really knows what he is doing, to accomplish properly. We found that the latter is usually harder to come by than the former! Because the lacquer material is soft, you cannot play the master lacquer (to determine whether the cutting job was done properly) without ruining it. So you first cut a reference lacquer, which is identical to a master lacquer except that it is 12 inches in diameter instead of 14. This reference lacquer is then played to evaluate the cutting process. If it is okay, you go ahead and cut the master.
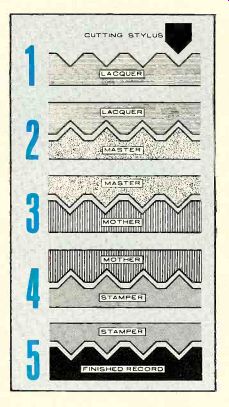
The next step is the plating process.
After the lacquers are cut, they are sent to the metalizing plant where they are electroplated. This results in metal "negative" copies, or "masters," of the master lacquer itself. Then, as a rule, metal "mothers" are made from the negative masters, also by electroplating. From the mothers are generated the "stampers" that will actually mold or "press" the records.
What could-and does-go wrong in this relatively simple process? First, if you try to speed up the plating process, the metal particles build up at a faster rate than they should, and stresses develop that distort the groove detail, introduce noise, and even cause sonic "print through" onto adjacent grooves-in other words, groove echo.
Groove echo can also result if the grooves are cut too close together, regardless what the plating speed might be. We encountered this problem very early in our recording career at a time when we knew nothing of the potential causes of such problems. Our first test pressing arrived from the pressing plant with a horrendous amount of groove echo. We frantically phoned the cutting people, who said that it couldn't have occurred during cutting and must have happened in the metalizing. We talked to the man at the metal plant, who admitted that there was a "slight chance" that it happened at their end, but chances were greater that it was in the cutting. And even if it was their fault, there was little or nothing they could do about it! In desperation we talked to the pressing plant and they said that it was probably in the cutting--but perhaps it could have been in the plating.
So where did we go from there? Back to the cutting studio to begin all over again. I might add here that numerous other things can go wrong in the metalizing stages as well, such as too high or too low a temperature in the plating bath, a disaster from which we were mercifully spared the first time around. To avoid other difficulties we support the practice of plating the master lacquers as soon as they are cut (in the same hour, if possible), because the lacquer has a tendency to "relax" after cutting, changing the shapes of the grooves and thus the sound to some degree. Our philosophy, therefore, is: plate immediately, but plate slowly.
- CUTTING STYLUS/LACQUER
- LACQUER/MASTER
- MASTER/MOTHER
- MOTHER/STAMPER
- STAMPER/FINISHED RECORD
--------------
The second time around we instruct ed the cutting engineer to space the grooves out more to reduce the risk of groove echo (but also increasing the risk of running out of recording space on loud, long pieces). We had the master lacquer plated that same evening (and plated slowly), which eliminated almost all of the problems.
THEN it was off to the pressing plant, where we found that there are about two zillion additional things that can go wrong. Unless you own your own plant, you are pretty much at the mercy of the one you are dealing with. We found, for example, that the slower the molding cycle, the better-to a certain extent-the pressing, for a slow cycle gives the vinyl a better chance to settle down properly into the negative grooves of the stamper. However, the slower the molding process, the fewer the records manufactured per hour and the less money everyone makes. This provides quite a substantial motivation for the process to be speeded up-with the inevitable effects on quality.
Which brings us to one of the sorest, if not the sorest, topics in the annals of record production: Economics.
With out exception, every step of the process--from the moment--the orchestra begins to play until the time the consumer places his stylus on the record is controlled by the almighty dollar. In the original recording session, the producer sees the minutes ticking away (on the musicians' union scale) and is anxious to get the session over as quickly and efficiently as possible un less he has an unlimited budget (I don't know many people who do). Retakes sometimes in multiples--are always necessary, and occasionally certain errors ("clams") are left in and the engineers are expected to do their magic with the splicing block later to "correct" or polish them up. From that point on, it's an unending rush to meet deadlines and budgets. Rushing often means carelessness, and cutting corners to meet cost requirements usually leads to disaster. You simply cannot cut corners and still expect a superior product.
The disc-cutting facility naturally wants to handle as many master lacquers as possible in the shortest period of time and still maintain enough quality to satisfy-maybe I should say "pacify"--their customers. Various technical procedures and compromises are routinely used to prevent any possibility of overcutting, or "lifts," on the master lacquer and to get more time on the disc.
One additional problem is that of lacquer quality. Some of the lacquer "blanks used for cutting will be good, others not so good. A certain amount of quality control (usually visual inspection) is exercised here by the cut ting facility but, beyond that, most people do not or can not take the extra time and care needed for real quality assurance. It is indeed difficult to do much else at this stage in the production operation, for if you play what you've just cut to check it, the playing will ruin it too. What's the solution? One way we found to evaluate lacquer quality is to cut unmodulated "quiet" grooves on the outside edge of the 14-inch master lacquer, then play them back to deter mine if there are any flaws in the lacquer that are not visible to the naked eye. This, of course, does not eliminate the possibility that there are flaws further on into the lacquer, but you have to assume there won't be any and pray for the best. Again, this silent-groove step is not a very popular lacquer evaluation technique because of the time (and money) it takes.
"After you've endured all the agony, you have a disc that sounds only marginally superior even to a critical listener."
The slow-plating process mentioned earlier is also not popular with the economy -minded because it reduces product output. When same-day plating is requested, the plating plant must re serve time in advance, and they naturally prefer to take things at their own pace rather than at the customer's. (It is possible, of course, with a little arm twisting and/or palm greasing-money again!) The slow pressing cycle is probably the most difficult of all quality assurances to achieve. In the cutting and metalizing plants you are delaying only one or two customers, but if you ask the pressing plant to take just 15 seconds more for each record in a run of, say, 10,000 or 15,000 discs, this could amount to almost two extra days of pressing time. An already overloaded pressing-plant manager will just love that!
THEN, once the technical problems have been worked out, you start to discover logistical problems. You have reason to believe that everything is all lined up. The cutting people say they will cut on Tuesday, so you contact the metal plant and schedule Tuesday evening to plate. But they can't plate on Tuesday, and so you must go back and forth between them and the cutting people until everyone finally agrees on the second Tuesday after the first full moon. The long-awaited hour arrives and you impatiently call the metal plant to make sure everything is proceeding smoothly, only to hear that since they never received the lacquers from the cutting studio, they scheduled some body else in your place. You phone the cutting plant the next day in near panic and are told by a calm voice at the other end that you got "bumped" by XYZ Records, who had this real rush job.
After all, XYZ Records is one of their biggest customers and has some of the biggest hits, and who are you to demand equal treatment? But don't worry, they can cut yours in another day or two-and, if not, perhaps some time next week for sure.
IN the end, you ask yourself if it is all worth it. After you've endured all the agony, you have a disc that sounds only marginally superior even to a critical listener. Certainly there are quite a few quality-conscious consumers who demand the best and are willing to pay for subtle differences, but the majority of the record-buying public simply couldn't care less. And that is why the majority of record companies have long since found their own answers to the question "Why bother with costly and time-consuming procedures when most people can't tell-or don't care about-the difference anyway?" It is clear, judging from what has been happening in the direct-to-disc market, that there is a growing audience for high-quality recordings, but it is still a relatively small one. Most manufacturers believe there is not much that can be done to improve the situation significantly, and they have a persuasive body of facts on their side. But consumers need not be at all shy about telling record companies how they ought to conduct their businesses. That market out there is, after all, one great big voting booth!
--Norman E. Mendenhall is president of Sonar Records, a privately held audiophile record company. Formerly a free-lance recording engineer, he was a co-founder of Ambiphon.
----------------------
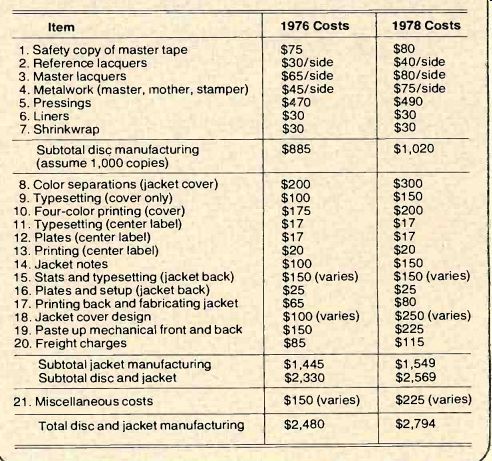
AGGRAVATION IS NOT THE ONLY EXPENSE
MAKING a record, good or bad, is a fairly costly proposition, and many of the expenses are hidden away where the consumer is not likely to be aware of them. The itemization below documents some of the strains put on the budget in a typical recording project. All figures have been adjusted for an assumed production run of 1,000 discs. Note that the costs of paying the artists, renting, the recording site, and making the master tape are not represented here at all. The list shows only manufacturing costs-what it is necessary to pay to have a finished product to sell. And please note the effects of only two years of inflation.
The figures give the cost of doing each of these operations once. But, since something always goes wrong, we can count on paying for at least one of these items twice-perhaps three times. A cost overrun of 10 to 15 per cent is therefore what we plan for, and if we meet that estimate we consider that we have been very lucky indeed.
Item | 1976 Costs | 1978 Costs
---------------
====================
Also see:
Digital Mastering--A Progress Report (Jan. 1979)
Turntables -- What Are Your Options (Jan. 1985)
TECHNICAL TALK--Cartridge Measurements--Read with Care! JULIAN D. HIRSCH
NEW PRODUCTS--Roundup of the latest audio equipment and accessories (with ads)
Source: Stereo Review (USA magazine)