AMAZON multi-meters discounts AMAZON oscilloscope discounts
Cost Estimate
Estimating the cost of a project is essential to obtaining approved budgets. The accuracy of an estimate depends on the stage of a project. At the start of a project and until preliminary engineering is completed, a ±30% is acceptable. Past experience and previous data is typically used to fill in incomplete information. On completion of preliminary engineering, a ±20% is expected-here again, a combination of past knowledge and estimates from vendors is used to reach this level of accuracy. On completion of detailed engineering, a ±10% accurate estimate can be reached. At this point, and to reach this level of accuracy, bids have been received from vendors and contractors.
Typically a project goes through three basic phases. The first phase covers the start of the project, and costs start rising but generally at a low rate. Once the project is approved, the second phase starts, and costs increase significantly over time (see FIG. 3). In this phase, engineering personnel are mobilized, work starts, and equipment is purchased and installed.
The third phase typically follows the completion of construction work on site, and cost diminishes until the project is closed.
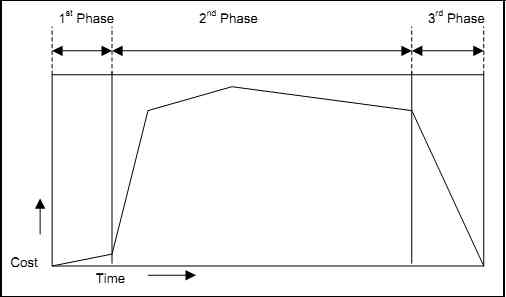
FIG. 3 Project cost expenditures vs. time.
Cost estimates typically include engineering and equipment costs-and quite often installation, commissioning, and startup costs. Costs are difficult to estimate for an old plant to be retrofitted. This is due to unreliable documentation that does not reflect plant conditions and to the uncertainty of existing equipment condition and capability.
From a process control point of view, an estimate is frequently generated from a list. The instrument list is a good starting point. The list can be broken down as follows:
• 1st column, the equipment tag number (i.e., one line per item),
• 2nd column, the engineering costs,
• 3rd column, hardware costs,
• 4th column, installation costs (including installation material), and
• 5th column, total for each line.
Additional lines would cover commissioning and startup on a loop-by-loop basis. Finally, a grand total to cover the total costs. Often a safety factor is added to cover unknowns (10% to 30%, depending on the project). The safety factor includes such unknowns as out-of-country projects, expertise of project personnel, and foreign languages. A budget review typically occurs as the project progresses-confirming the previously approved budgets-or when additional funds are requested (a situation often frowned upon by management).
Document Control
A project manager should ensure that all project documents (e.g., specifications and drawings) are generated and checked on schedule. These documents must be maintained as revisions are implemented because they become the reference data for project personnel. As reference data, these documents must be accessible to all who require them, but the changing of data on these documents must be closely controlled.
The storage of documents is another responsibility for the project manager. The documents must be accessible when technical data is required. When they are not easily accessible, the eventual user may make an assumption about the data (it's quicker, you know), eventually discover that his or her assumption was an error, then start looking for the documents. Quite often, he or she will not be sure if the document finally found is up to date. This will require a search for another person who "knows" where the latest information is, which is a tremendous waste of time, manpower, and money. As strange as this scenario may sound, it actually does happen.
Documents will sooner or later become obsolete if they are not maintained to the latest revisions. The users become aware of this situation very quickly and usually the hard way. To avoid this situation, documents must be checked continuously to ensure that they are not obsolete. The project manager, by doing a random check on a few items now and then, should be able to identify this condition.
One or more persons are usually responsible for the condition and maintenance of plant documents and drawings. This responsibility must be clearly identified. The project manager must determine the procedures for document and drawing revisions, whether they are closely and care fully monitored or whether every Tom, Dick or Harry can pick up the master set, mark them up, and simply file them back. With the appointment of a custodian(s) of the documents, the responsibility to ensure that all required design information and revisions are on the documentation becomes clearly identified. The project manager needs to recognize whether a custodian exists, whether the responsibility is established, and whether the authority is enforced.
A system should be implemented by the project manager to keep track of all documentation (e.g., specifications, drawings, and reports). The system should be simple and effective. Each document should as a minimum show the document number, title, type of drawing, date originated, and latest revision with date of revision.
Engineering
The purpose of engineering in general is to provide safe, cost-effective, and quality technical services to the end user. In industry, engineering is the first phase of technical activities and provides services for the production of a product (or products). Such services vary from the typical engineering design work to many other activities, such as:
• guidance on the application of codes and regulations,
• supervision of the work of others,
• estimating,
• planning,
• scheduling,
• advising and maintaining relationships with other disciplines,
• training of personnel,
• inspections,
• assistance to maintenance, and
• procurement of contracting resources.
Engineering, as described in this guide, is broken down into two distinct activities: front-end engineering and detailed design. Each of these activities has its specific functions. Sometimes there is the temptation to skip the front-end part and jump directly into the detailed design.
However, this short-cut approach creates delays, errors, and the need for corrections that eventually take more time than was supposed to have been saved by skipping the front-end part.
Front-End Engineering
Front-end engineering is the first step in engineering design. It defines the process control requirements, states the major aspects of the control scope of a project, and covers the preparation of the engineering data required to start the detail design. This phase follows (and some times parallels) the preparation of preliminary P&IDs and process hazard analysis for the process under control.
The process hazard analysis is an essential part of the design activities. It identifies weak points in the system and their effect on safety and operation. It can be performed using at least one of the following methodologies:
• what-if,
• checklist,
• what-if/checklist,
• hazard and operability study (HAZOP),
• failure mode and effects analysis (FMEA), and
• fault tree analysis.
The subject of process hazard analysis is outside the scope of this handbook. Additional information on each of these methods can be found in OSHA's Part 1910, Appendix D, or in other pertinent publications.
The preparation of front-end engineering will vary according to the requirements of a corporation. The activities of front-end engineering are generally carried out by the user (or by the appointed representative), based on the project requirements, engineering standards, and statutory requirements in effect at the site.
In general, the three documents that are prepared under this phase and must be ready before the start of detailed design are the P&ID, the control system definition, and the logic diagrams (see Section 14). It is important to ensure that the symbols used for all items of process control are the same throughout the project and in compliance with existing plant standards or with ISA 5.1, which is an internationally adopted standard (see Section 2).
These documents must be updated when changes are made during the course of the project, and changes do occur. Once approved and agreed upon, no changes to these documents should be implemented without prior approval from the project manager and the assigned control engineer (or control supervisor, depending on company policy).
When the content of these documents becomes final, they must be marked as such. Following installation, commissioning, and successful start-up, all engineering documentation should be updated to an as-built form and must be maintained as changes occur throughout the life of a plant's control system.
Front-end engineering may take 10% to 20% of the overall engineering budget, and yet it is an essential step in any project. When preparing front-end engineering documents, it is advisable to communicate with all involved in the project, including operators (the final client) and maintenance personnel (who will have to calibrate and repair the system for years to come), to understand their needs and preferences. At this stage, differences of opinion should be resolved, and the engineer may have to use a quantified approach to resolve tough issues, such as implementing DCS vs. PLC/PC (see Section 19 on Decision Making Tools). All requirements are summarized in the control scope definition: give it the necessary time; it is the basis of all design to follow.
The requirements of the work to be done are captured in the front-end-engineering documents.
The engineers preparing these documents should discuss the upcoming project with people who have been through a similar application and learned from previous mistakes. They should also collect all necessary technical information. This includes assessing the existing corporate standards and identifying the need to develop new standards or revise existing ones.
When preparing front-end engineering, certain items and/or conditions can increase difficulty and therefore require more time and money for project completion. They include:
• distance between plant and engineering office: meaning more time spent traveling, lower engineering productivity/efficiency, plant personnel not immediately available,
• productivity of local personnel: productivity of engineering and construction personnel varies from country to country and even within the same country and must be included as a factor when assessing costs and schedules,
• installation season if outdoors-cold winters, hot/humid summers, rainy seasons-all affect the installation efficiency/productivity,
• contractors not familiar with industrial work and installations,
• handling toxic and hazardous production materials,
• age of existing plant; the older a plant, the more difficult it is to find up-to-date documentation, the more time consuming to fit new instrumentation into existing equipment, the more the costs increase in comparison with engineering and installing equipment in a new facility,
• unexpected surprises requiring modifications and/or additions to existing facility and equipment,
• careful planning if upgrading or modifying part of an existing control system to pre vent shut down and allow a gradual switch to the new system (without shut downs),
• obsolete or reconditioned equipment (with missing maintenance manuals or where the vendor no longer supports old equipment), and
• incomplete existing documentation.
When the front-end engineering is completed, a technical review by all involved is required to ensure that common agreement has been reached before the start of detail-design activities. To reach consensus, sometimes more than one review is required.
Detailed Engineering
Detailed engineering covers the preparation of all the detailed-design documentation necessary to support bid requests, construction, commissioning, and maintenance of the plant.
Since the 1990s, due to the business environment, corporate and plant engineering staff are being reduced to a minimum, and the detail engineering phase is now frequently given to an engineering contractor or an equipment supplier. In most cases in which an engineering con tractor is doing the detail work, the instrumentation and control engineering portion is contracted out as part of a larger engineering package that would include other disciplines, such as electrical, mechanical, and civil. Detail engineering must be based on all statutory requirements in effect at the site, the front-end engineering, the project requirements, and the engineering standards.
When the detailed engineering is given to an engineering contractor, a definition of the scope of that contractor is required to avoid misunderstandings and future additional costs. Appendix C can be used as a guide for such conditions. In other cases, such as when the detailed engineering is done by the supplier of packaged equipment.
The detail-design documentation covered under detailed engineering includes drawings and documents as required to meet the needs of the legislative requirements in effect at the site and the plant (see Section 14).
When selecting process control equipment, it is recommended to select the simplest device that meets the job requirements. Fancy devices with unwanted features add unnecessary cost and complexity. When selecting equipment, the engineer should consider cost, expense of installation, and maintenance. Also, he or she should check the reliability of the potential equipment, based on past experience and in comparison with other devices, for the ease of maintenance by plant personnel and the availability of technical vendor support and spare parts.
Detailed engineering should be based on the front-end engineering and should be completed based on the schedule and budget. Detailed engineering consumes the majority of engineering man-hours on a project. When an engineering contractor does the work, it is advisable to pre pare the requirements (a specification) for engineering tender and after contract award. Start with a technical review meeting to explain and ensure understanding of the requirements described in the front-end engineering package.
Manpower requirements are typically based on the scope of work and the schedule. It is important to have a competent lead process control engineer, who will stay on the project until completion. The project manager should monitor the on-going performance and adherence to the schedule and scope of work.
Detailed engineering typically covers the preparation of all technical documents (see Section 14). It also includes:
• design review of packages to ensure they meet the design requirements,
• preparation of tenders for completed technical specs,
• receipt and evaluation of bids, including meetings with vendors as required for clarifications and confirmation of all agreements in writing,
• recommend a vendor and advise purchasing group,
• review schedules submitted by suppliers to ensure that they match the existing project schedule, and
• review and comment on the documents submitted by vendors (with may be more than one go-round).
When the detailed engineering is completed, a technical review by all involved is required to ensure that the work done is in compliance with the front-end engineering and that no errors exist in the completed package before construction starts on site. Sometimes more than one review is required. The correctness of the package will ensure minimum delays and costs during the equipment installation phase.
Quality
The detailed engineering, along with all other documentation, must maintain a certain level of quality. As a starting point, it must be ensured that each document carries the required reference information. The following is a typical example of such information:
• drawing number,
• drawing title,
• type of drawing,
• date originated, and
• latest revision, date of revision, approved revision.
In addition, it is strongly recommended, where practical, that the nature of any changes be identified if the document is revised.
As a general rule and by using some of the ISO 9000 guidelines,
1. the latest issues of appropriate documents must be available at all pertinent locations.
2. documents must be reviewed and approved for adequacy by authorized personnel prior to issue and according to a procedure; such personnel must have access to background information upon which they can base their decisions.
3. obsolete documents must be quickly removed from all users.
True quality control is an ongoing activity and checks done at different steps of the project as it evolves ensure that the final product achieves a good quality level. Document review should not create a bottleneck; it should be part of the overall project schedule.
Some plants have adopted a coloring scheme to identify document modifications. For example, they use green to mark what should be deleted, red to show what should be added, and blue is used for comments to drafting or CAD operators.
Purchasing Equipment
Equipment purchasing follows the detailed engineering phase and precedes the installation of control equipment. The project manager, based on the schedule, knows what should be purchased and when. The vendors' terms and conditions should be reviewed by the project man ager and/or by the purchasing department because quite often those commercial and legal requirements are ignored by engineering personnel, who are more interested in the technical details and compliance with their specifications.
The involvement of the project manager in the work done by engineering will vary based on the project itself, the personalities involved, and the company culture. The project manager can review the equipment specifications and confirm that they are sufficiently detailed, and he or she can inquire about vendor's technical support, training, and spare-parts availability. In addition, he or she can check the required condition to store the received equipment, the resources required for equipment programming (e.g., manpower, training, vendor support, cost, and availability), field service cost and availability, and the extent of the warranty and its duration.
On the other hand, he or she can delegate all these activities to lead engineers and rely on their decisions.
After bids are received and vendors are selected, quite often the engineering specifications need readjustment to incorporate some minor data to meet the specifications of the selected vendors. Expediting is required to ensure on-time delivery of vendor data and equipment and is commonly linked to the schedule. This activity is typically done by the purchasing group, and it may have to be monitored by the project manager.
Vendor Documents
Vendor documents are essential in providing the detailed information required by engineering to complete their work. Therefore, when placing an order it is good practice to set delivery dates for vendor documentation and have progress payments linked to the delivery of the required vendor documents.
Prior to placing an order, the project manager should ensure that sufficient copies of vendor documents are available to all concerned. Typically three copies are required, one for engineering to finish their work, one for the installing contractor to know the required details to properly install the equipment, and one for maintenance to know how to properly maintain the equipment. With the advent of the Internet and vendor Web sites, many of the vendor manuals are available electronically, reducing the amount of paper involved.
Vendor document review is typically done by engineering personnel to ensure that the equipment to be supplied is exactly what the plant requires. Some companies will not return the documents to the vendor as "approved." They believe that "approval" is the vendor's responsibility. Instead, they use "reviewed" or "reviewed with comments."
Training
Operators with the best of production and process equipment cannot produce high-quality products without proper training. Getting into the leading edge of technology includes bringing personnel to that level of know-how. We are living in a world of continuous improvement. If we stop improving, we fall behind. Training is not an overnight process but an ongoing activity. Technology and methods are changing at an outstanding pace. If we do not keep up, we cannot survive. The plant cannot always draw the skilled resources from the outside on demand.
Training is one of the key elements of productivity. Without proper training, employees become frustrated when trying to make decisions about unfamiliar problems, which can lead to errors and discouragement. The result is twofold: wasted time and poor productivity. In addition, as the condition builds up, morale starts dropping, good employees quit for better opportunities, and the condition gets worse in a never-ending closed loop.
In many cases, training is a low priority. A problem to resolve first, a cut in the budget, or some other good excuse always takes precedence. Recall the quite apropos bumper sticker that reads, "If you think education is expensive, try ignorance." Training could be as basic as learning the fundamentals of process instrumentation and control systems, or it could be quite specialized, such as advanced PLC programming at a vendor's training center.
One of the first steps in training is the implementation of a training program, following a review of the plant's needs. The program should be closely linked to the development of employees. It should be known to all employees to improve morale and encourage employee development. The project manager must identify the training program and affirm that the personnel department knows it.
It is advisable that detailed records of all training be retained, either in employee files or in a separate record. Some companies keep employee feedback on courses they have attended. This provides good information if additional employees need to attend the same types of courses.
When installing new equipment, particularly when a new technology is being introduced, training is a must and should occur before rather than after the implementation. Yet, it is amazing how often the famous "we've-got-no-money-left-in-the-budget" routine is used, and as a result, training is cancelled. Training is not just the problem of the project team installing the new equipment; it affects everyone.
Equipment Installation
With the detailed engineering now completed and checked, the project manager must have a contractor ready to install all the purchased equipment. The project manager typically selects a few bidders and asks for pricing. When selecting bidders, the project manager will assess the size of the contractor, their experience in similar work, and the supervisor's experience and knowledge. In addition, three or four references of similar facilities are typically required from all contractors.
Depending on the project and the plant's way of doing things, subcontractors are generally managed by the main contractor. This avoids finger pointing as the construction project comes to an end. In addition, the main contractor should also coordinate trade activities (e.g., pipe fitters install control valves, whereas electricians connect the 4-20 mA signals to the control valve positioner).
The bid package normally includes the detail-design documentation (see Section 14). It also includes all commercial and contractual requirements. Therefore, the purchasing department is involved for such things as the terms and conditions and payment schedules. All documents in the bid package must be clear. Do not use words such as "best quality" or "good enough." What is good quality for the contractor may not be acceptable to the client.
The quality of the installation depends on the quality of documentation, equipment, and the knowledge and expertise of your contractor. The bid package should clearly state that the installation must be done in strict compliance with the installation specification and all the engineering documentation supplied.
An installation specification (see Section 15) is typically supplied with every installation bid package. The installation specification should identify who will receive, store, and retrieve the equipment. Some equipment may require special storage conditions, and some may have to be in lockable facilities (to prevent "borrowing"). Storage responsibility includes protection from rough handling, falling devices, or strong impact. In addition, equipment should be kept in its original shipping boxes where possible.
The bid package should also identify who will check that the equipment received is in compliance with the specifications and purchase orders, and if site calibration is required, who will do the calibration and who will provide the calibration facilities. The site engineer should be notified immediately of any discrepancy between what was ordered and what was received.
Many types of contracts are available, each with its advantages and disadvantages, and each dependent on the project in question and available technical documentation at bidding time (see Section 20 on the subject of contracting).
It is good practice to review all design documentation with the potential contractors prior to bidding and then again with the selected contractor following award of contract. This prevents misunderstandings because the documentation provided with the bid package may not have sufficient details or the contractor may misunderstand some requirements.
Once the contract is awarded, the project manager should monitor progress of all installation activities through progress reports submitted weekly, from receiving the equipment to completing and checking the installation. The requirement and frequency of the progress reports are generally defined in the bid package.
The project manager maintains constant contact with the contractor, clearing all problems as soon as they occur. The project manager and the site engineers are expected to make daily rounds to assess project completion, and they must be available to answer all questions and make decisions on the spot to allow construction to proceed without interruption, otherwise delays will occur. A typical issue is resolving discrepancies between the documents and the reality of field installation and accessibility.
Checkout of the installed control systems follows the installation of all equipment. The project manager would at this stage appoint site engineers to verify that all control equipment is installed exactly as described in the specifications and drawings supplied with the bid package and as agreed with the contractor. Checkout includes installing all software then testing the whole system loop by loop (i.e., a signal from the field device, such as transmitters and switches, is received correctly in the control room, and a signal from the control room is received correctly at the field device, such as control valves and motors start/stop). When the checkout of a loop is completed, it is tagged in the field and marked as completed either on the loop diagrams (see Section 14) or in a punch list. The punch list is typically generated from the instrument list and consists of a list of all loops to be checked.
Loop checking should confirm that all the components in a loop function correctly, including all wiring between the field devices and the control room. The loop-checking method varies with the equipment being tested. For certain modulating field sensors, such as pressure transmitters, an air pressure signal is generated between the process connection and the transmitter after isolating the process (see FIG. 10). That signal is set at 0%, 50%, and 100% of calibrated range and for each of the three points a corresponding signal is generated at the receiving end (indicator, recorder, or controller input). That loop is now checked if the received signal is correct (see FIG. 4). Otherwise corrections are required.
It is strongly recommended that control panels and control room equipment, such as DCSs, be fully tested at the vendor's facility prior to being shipped to the site. This approach minimizes loop-checking time on site and facilitates identifying the source of problems when a loop is not operating properly.
Other modulating field sensors may not be tested at three points. For example, temperature transmitters are often tested at two points-ambient temperature and another point generated by a portable temperature bath. Other devices can only generate a signal when the process is in operation, such as magnetic flowmeters. In such cases, only a zero value can be read, and if desired, a modulating signal can be generated at the transmitter output to confirm signal continuity.
Discrete on/off input field devices, such as switches and pushbuttons, are whenever possible tested at two points on and off.
FIG. 4 Loop testing for a pressure transmitter. [coming soon]
Modulating field devices that receive their signals from the control room, such as control valves, are also tested at three points (see FIG. 5). Discrete devices, such as solenoid valves, are tested at two points, on and off.
FIG. 5 Loop testing for a modulating control valve. [coming soon]
Loop checking can be part of the installing contractor's responsibility, but it should be done in the presence of plant personnel. Loop checking requires more than one person. Typically two are in the field sending to and receiving signals from the control room, and in the control room, a person receives from and sends a signal to field personnel. Communication between the control room and field activities must be maintained at all times to ensure the successful completion of loop-by-loop checking.
With the completion of the instrument and loop checking, the equipment installation is now complete. All systems are connected, checked, operational, and ready for commissioning.
Commissioning
Commissioning follows the completion of all installation work and precedes plant startup (i.e., before process materials are introduced into the system). In commissioning, and where feasible, water and/or air are introduced in the process to test the operation of the complete process, including all process control loops and process equipment.
Commissioning is performed and controlled by plant personnel and process engineers. At this stage, process control personnel are basically standing by, ready to correct any deficiencies that have gone unnoticed.
The installing contractor may still be required to be on site for immediate repairs or adjustments. At this stage, the contractor will be working hand in hand with plant maintenance personnel. Vendors may be required on site to help test equipment and put them in service. This is common for complex systems, such as analyzer systems. Vendor presence should be planned in advance to ensure their availability at the required time and for a set duration.
Before commissioning starts, site maintenance personnel should have been trained on the operation and maintenance of all new equipment because they will be part of the commissioning team. As commissioning starts a full set of up-to-date documentation should be available. As the commissioning proceeds, problems are identified, and solutions are implemented.
With the commissioning completed, the plant is ready for startup and for the introduction of the process materials for actual production.
Startup
Start-up follows the completion of commissioning. And as was the case with commissioning, start-up is performed and controlled by plant personnel and process engineers. Process control personnel, contractors, and vendors are basically standing-by, ready to correct any deficiencies and make last-minute adjustments and repairs.
Prior to start-up, maintenance and engineering personnel should ensure the following:
• all control equipment is powered up,
• all control systems (e.g., DCSs, PLCs) are operational,
• all loops have been checked, and all deficiencies corrected,
• all safety checks are complete,
• all safety/critical trips are operational, and
• all required documentation is available and reflects the actual plant condition.
Startup is done under guarded conditions and is the beginning of full operating conditions (i.e., actual production). Process materials are introduced gradually.
Process control responsibilities during startup include monitoring all control systems, PID controller tuning (see Section 8), assisting operations, and resolving issues quickly. At this stage, all personnel are under pressure to ensure a smooth and quick plant startup because the project may be running behind schedule and management is demanding immediate production.
Initial equipment failures tend to occur at this stage. The project manager should keep track of identified problems and implemented solutions.
With the completion of startup, the plant is handed over to operation and maintenance, and the project manager will direct his or her attention to closing the project.
Initial equipment failures tend to occur at this stage. The project manager should keep track of identified problems and implemented solutions.
With the completion of startup, the plant is handed over to operation and maintenance, and the project manager will direct his or her attention to closing the project.
Project Closing
Project closing marks the end of a project. It is a relatively easy activity if the project was under control from the start.
The contractor should by now have submitted all engineering and vendor documentation in their possession, including all marked-up documents, to the project manager. All documentation is then updated to an as-built condition to reflect the changes that were done during construction, commissioning, and startup.
The project manager issues a final report with the lessons learned and the status of budgets. The project is now completed.