This Section covers the testing and maintenance of all commonly employed studio units from the microphone to the line output terminals. Preventive maintenance and overall studio checks are then outlined.
13-1. MICROPHONES
The microphone is perhaps one of the most delicate pieces of equipment associated with broadcasting systems. Yet it is apparent to the experienced operator that with careful handling the microphone can outlast many sets of tubes and component electrical parts in the amplifier.
When it is necessary to transport microphones from one place to an other, it is best to use a special box containing no other equipment. The box should contain sufficient padding not only to take up shocks of exterior bumps, but to prevent free movement of the microphone in the box.
Sponge-rubber seat pads are excellent for lining the box, and heavy felt material is good to wrap around the instrument to prevent movement by filling the empty space.
Microphones having permanent magnets as component parts (moving-coil or ribbon types, etc.) should not be placed on a work bench or any place where there is a possibility that iron chips or filings might be attracted to the magnet.
The reader will find it helpful to review Section 6-9 ( Audio System technology) and Fig. 6-50 with associated text for proper microphone grounding techniques. Also review Section 7-2 for stereo microphone input wiring and phasing, and Fig. 7-6 for examples of specific microphone wiring.
First Steps in Testing There are a number of troubles in modern high-quality microphones which should be treated only at the factory of the manufacturer. It is the purpose of this section to acquaint the reader with test procedures that will determine what to do and what not to do regarding repairs. It is, however, obvious that the average technician is unable to check field-response pat terns or run frequency-response curves which require laboratory apparatus and soundproof rooms.
First, of course, it is necessary to have a good audio amplifier of known characteristics and the proper input circuit and impedance to match the microphone under test. There are three general classifications of troubles:
no response at all, high noise level with or without some signal, and no noise level but a weak and perhaps distorted signal.
As in all of the troubles of microphones, it is necessary to picture the relation of the input circuit to the schematic of the microphone. For example, consider a typical high-impedance input circuit with an open-circuit jack. The high-impedance microphone uses a two-conductor cable, the braided shield about the "hot" lead serving as the ground, or jack-sleeve, connection.
If the response from the microphone is zero when it is connected to an amplifier known to be good, several possibilities exist. Either the "hot" lead is open (if the grounded side were open noise would result) , a short exists, or the internal element of the microphone is defective. The first places to check for a defect are in the plug or the point where the cable leaves the microphone housing.
In the case of the open-circuit jack, some noise usually exists before a microphone is plugged into the input. If this noise is lost on the insertion of the plug but no response is obtained, a short is indicated. If the noise level remains the same or is slightly raised in intensity, an open is likely.
If a closed-circuit jack is used, a short will not result in lower noise level, but an open will probably raise the input noise, although very slightly in some cases.
Fig. 13-1 shows a typical low-impedance microphone circuit with three-
conductor cable. In this case, an open in either the number 1 or number 2 wire will cause either a dead microphone or one with extremely "thin" frequency response. Obviously, a short in the pair would also cause no response. A break in the shielding (number 3) will usually result in a higher noise level than normal, or possible hum pickup.
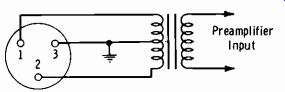
Fig. 13-1. Typical low-impedance microphone input.
Preamplifier Input
Sometimes the trouble is only intermittent and must be traced by jiggling the cable, starting at the plug and working back a foot or so at a time to the microphone housing. This is done by rapidly looping and straightening a small section of cable between the hands. The following is a good general procedure to check for microphone and cable troubles.
1. Check the plug and receptacle. All types are encountered in micro phone input circuits. Some simple two-conductor microphones use the familiar jack and jack plug; some use a metal shell which is insulated from the outer conductor and which has a single pin in the center. For the latter kind, the receptacle is a matching female type with a spring connector to grip the center pin tightly and a knurled metal ring connector for the outer conductor. The three-conductor circuits vary considerably in design, but all are general as far as inspection is concerned. Some have on the receptacle shell a small lever which must be depressed in order to pull the plug from the receptacle.
Other types have on the shell of the plug a small knurled knob which must be depressed. In connecting the plug to the receptacle, it is properly oriented in the receptacle, and when pressure is applied, a pin springs up through a hole in the receptacle and locks the two parts together.
Plug connections that are made inside the shell require removal of the shell for inspection. In some cases the shell and plug body are both threaded and may simply be unscrewed. Others are held together by clamps and screws. Some cable conductors are soldered to the pins; some are held by screws on pin lugs.
Check the connections to the pins for looseness, corrosion, dirt, faulty insulation, broken wires, or bent pins. Check the plug for dam age, dirt, or corrosion. Check the shell for dents, cracks, dirt, or corrosion. While the assembly is taken apart, clean everything with a cloth and cleaning fluid. Corrosion may be removed with a small strip of crocus cloth.
Check connectors of the spring type for proper contact and tension.
In cases where the plug is difficult to connect or remove, coat the pins thinly with petroleum jelly or some other suitable lubricant.
2. Check the microphone cable in sections of about 10 inches to a foot.
Loop and un-loop this amount of cable between the hands while slowly twisting it. Listen to the output of the amplifier and continue to do each small section this way for at least a quarter of a minute.
Broken insulation or wires will definitely show up in this test.
If a break is found, it is far better to replace the entire cable than to remove and splice the faulty section of cable. Of course, splicing may be done in emergencies when new cable cannot be obtained.
Some microphones have a switch for turning them off and on to allow greater flexibility in their applications. If this switch is a sealed type with non-accessible contacts, it can simply be checked for proper working order and, if suspected to be faulty, replaced. If the contacts are accessible, inspect the terminal connections for tightness and cleanliness, and check the mounting for firmness.
While operating the switch, observe all moving parts for freedom of movement, and look closely at the stationary spring contacts to ascertain their tension and if there is good or doubtful electrical contact. Contacts that have lost tension may be tightened with the fingers or pliers. Tighten all terminals. Any section of the switch that is dusty, corroded, or pitted should be cleaned with a dry cloth. For more serious conditions, the cloth can be moistened with cleaning fluid and the affected parts rubbed vigorously.
When the points of contact with the moving blade show signs of excessive wear, replace the entire switch. Crocus cloth dipped in cleaning fluid may be used to clean them. For severe corrosion, No. 0000 or No. 000 sandpaper should be used and the contacts polished clean.
If dryness and binding are noticed, apply a drop of instrument oil with a toothpick at the point of friction. Do not allow the oil to flow into the electrical contacts.
These steps are the preliminaries to checking a faulty microphone. A great majority of the common faults are found in the receptacles, plugs, or cables. If these items are not at fault, it is necessary to proceed according to the type of microphone used.
Ribbon and Combination Microphones
When cables and plugs have been definitely eliminated as sources of trouble, the transformer and terminal-block connections should be checked.
Do not check transformer continuity with a battery-powered continuity checker without first removing the ribbon connections. Better yet, place a resistance of 47,000 ohms minimum in series with the checker test leads.
Otherwise, permanent damage to the ribbon may result. Transformers may be replaced, but if the ribbon or ribbon assembly is damaged, the micro phone must be returned to the manufacturer for factory repair. The only replacements normally made in the field are replacements of the cover, transformer, mounting parts, cables, and plugs.
Also remember that the microphone lines must not be checked with an ohmmeter without first disconnecting the ribbon microphone. The line then may be checked (unterminated) for high-resistance shorts or (terminated) for opens or high-resistance connections.
Hum and noise may occur in any part of the audio circuit. In the micro phone circuit, it can result from ground loops or imbalance caused by faulty or improper cable connections to the bus or preamplifier board.
Magnetic fields from power transformers or electrical machinery may in duce hum into the microphone transformer or ribbon. This may sometimes be minimized by turning, tilting, or relocating the microphone relative to the magnetic field.
Another source of hum and noise is ground current between the microphone cable and the preamplifier. Fig. 6-50 (Section 6) shows the recommended practice for wiring. Fig. 13-2 shows the color coding and terminal-block connections for proper impedance matching of a typical microphone.
Microphone Phasing
It is well known that correct phasing may be important to the operation of any system employing more than one microphone simultaneously. This is especially true when two similar microphones are placed in a symmetrical relationship to a performer. In a lesser measure, correct phasing may be important for optimum operation of certain amplitude-modulated transmitters because of predominantly unsymmetrical aspects of speech wave forms.
Polarity of a microphone or a microphone transducer element refers to in-phase or out-of-phase conditions of voltage developed at its terminals with respect to the pressures of the sound wave causing the voltage. An exact in-phase relationship can be taken to mean that the phase of the voltage is coincident with the phase of the sound-pressure wave causing the voltage. In practical microphones, this perfect relationship may not always be attainable.
The in-phase terminal of a microphone is that terminal of the connector or conductor that is connected to the in-phase terminal of the transducer.
On microphones using a connector as specified in EIA Standard TR-118, the in-phase terminal is No. 1, the out-of-phase terminal is No. 2, and the ground terminal is G. On a microphone with a cable but no connector, the out-of-phase terminal is black.
The polarity of a pressure (or omnidirectional) microphone does not vary with the direction of arrival of the sound wave. The polarity of a gradient microphone is reversed for sound waves directed toward the rear of the microphone. There may be a substantial phase shift in the micro phone at the low- and high-frequency ends of the spectrum. Therefore, the definition of polarity is generally restricted to the midpoint of the useful transmission band.
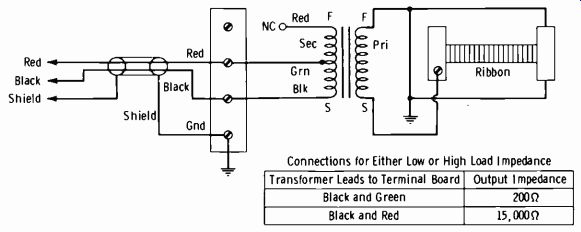
Fig. 13-2. Schematic diagram of a typical microphone.
When the outputs of two or more microphones are connected to a mixing circuit, it is necessary that the outputs of all the microphones have the same phase relation. Otherwise, the output of one microphone will oppose the output of another, resulting in a reduction in output and the introduction of varying degrees of distortion.
To check the phasing of two or more microphones, connect one micro phone to the associated amplifier input, and set the volume control to obtain the desired output when talking into the microphone. Then connect the second microphone in parallel with the first, and, without changing the volume-control setting, hold both microphones close together and speak into them. If the volume decreases from the previous level, reverse the connections of one of the microphone cables at the microphone plug. Similarly check each additional microphone for phasing. If it is necessary, reverse the cable connections to correct the phasing to match that of the microphone already connected.
In practice, polarity turnover may occur between microphone channels due to installation of different types of amplifiers. Turnover also may be due to the installation of the same type of amplifier-pad combinations when no attention was given to color-coded wiring with identical connections.
This is best checked by employing a signal generator and oscilloscope. See Section 13-8.
For those interested in the exact standardization of microphone polarity, set up the circuit of Fig. 13-3A. The EIA suggests the following procedure:
(A) For pressure microphones. (B) For gradient microphones.
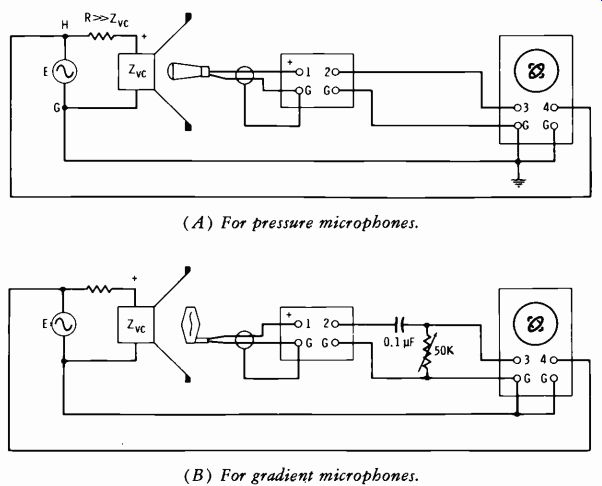
Fig. 13-3. Method for checking microphone phasing.
1. Check the proper phasing of the oscilloscope and amplifier. To do this, connect one terminal of the oscillator to ground; connect the other (H) terminal to terminal 1 of the amplifier and terminal 4 of the oscilloscope. The trace on the oscilloscope should be a line slanting from lower left to upper right.
2. Determine the in-phase terminal of the speaker. This is done by connecting a battery across the voice coil so that the cone moves toward the microphone; the terminal connected to the positive terminal of the battery is the in-phase terminal of the speaker. Connect the resistor (R) between the H terminal of the oscillator and the in-phase terminal of the speaker. The value of R should be at least 5 times the impedance of the voice coil.
3. Adjust the oscillator output for a suitable acoustic output from the speaker. Connect the microphone to the amplifier, and position the diaphragm of the microphone as close as possible to the surface of the vibrating cone. Check the orientation of the oscilloscope trace. If the trace is a slanted line or ellipse with its major axis oriented from lower left to upper right, then the in-phase terminal of the micro phone is the terminal connected to the "high" terminal of the amplifier (terminal 1) . The relationship should be constant throughout a range of frequencies (100 to 400 Hz).
When the outlined procedure is applied to a gradient (velocity) micro phone, the trace is in the form of a circle. This is because of the out-of-
phase relationship between pressure and velocity in a spreading wave. To remedy this, a phase-shift network consisting of, say, a 50,000-ohm resistor and a 0.1-µF capacitor may be connected as shown in Fig. 13-3B. Except for this one detail, the measurement can be performed exactly the same way as described before.
13-2. TURNTABLES
Preventive maintenance on turntables consists largely of cleaning, lubrication, and occasional adjustments in the speed-changing mechanisms to prevent chattering or binding. The mechanical details of the drive mechanism, along with detailed servicing procedures, are normally contained in the instruction manual for the particular turntable used. Always include the lubrication schedule or chart in the regular preventive-maintenance schedule.
The turntable alone (not considering the pickup and arm assembly with associated preamplifier) has three basic characteristics which concern the maintenance department: wow and flutter, rumble, and tolerance of operating speed.
The specifications of a typical broadcast-type turntable might be given as follows:
Wow and flutter: 33 1/3 rpm, 0.25 percent half of peak-to-peak 45 rpm, 0.20 percent half of peak-to-peak 78 rpm, 0.20 percent half of peak-to-peak Rumble: (All speeds) 35 dB below reference of 100 Hz test record with a 1.4 cm/s stylus velocity Speed: 33 1/3 rpm-x-0.2 percent 45 rpm ±0.2 percent 78.26 rpm ±0.2 percent
Wow is a low-frequency modulation effect caused by variations in groove velocity. It may occur in recording, playback, or both. The NAB standards recommend that the maximum instantaneous deviation of the mean speed should not exceed 0.1 percent for recording turntables or ±0.2 percent for playback turntables.
Flutter is similar to wow but is at a higher frequency (up to 200 Hz) .
This also may occur in both recording and playback. The ear is very sensitive to this type of distortion.
Rumble is a low-frequency, steady-state tone or series of random pulses generated at the pickup stylus. It is caused by vibrations of the turntable.
The variation in the groove of a lateral recording is termed modulation.
The movement to one side of the mean path at a given time is termed the amplitude of modulation. When the recording is that of a sine wave, the maximum transverse velocity of the stylus tip occurs when the tip passes through the mean path, with zero velocity at the extremities of travel. The maximum transverse velocity can be determined by the formula:
VT = 2 pi fA where, VT is the maximum transverse velocity in centimeters per second, f is the frequency in hertz, A is the peak amplitude in centimeters.
The rms transverse velocity is then:
rms transverse velocity = 1.41 arfA
The recorded level of a sine-wave test record is specified in terms of the rms velocity at 1 kHz, or in decibels with a reference level of 1 cm/s rms stylus velocity. Thus if a given test record specifies that a 1000-Hz reference level is 10 dB above 1 cm/s rms velocity, the resultant rms velocity is 3.16 cm/s. (Use the voltage-dB table for conversion.) Plus 16 dB becomes 6.31 cm/s, etc.
Whenever the manufacturer specifies rumble, he normally gives the conditions of measurement. For example, RCA specifies the rumble of the BQ-2B turntable as 35 dB below the reference of a 100-Hz test record with 1.4-cm/s stylus velocity, using an NBC Type ND-301 scratch and rumble meter (modified per NAB standards), with building rumble at-50 dB.
Turntable rumble can be checked with the station noise and distortion meter on an arbitrary basis as follows:
1. With the stylus in the 100-Hz test-record groove, set the reference level to the output of the turntable preamplifier. Use a low-pass filter which has a sharp cutoff above 300 Hz between the preamplifier output and the noise meter.
2. Place the stylus in the 1000-Hz (or higher) groove, and take the noise measurement on the noise meter. Use a groove as near the outer edge as possible, since rumble is most predominant with the stylus near the outer rim of the turntable.
NOTE: If the characteristics of the preamplifier are unknown, run a noise check on the preamplifier only, keeping the low-pass filter in place. This should be at least 58 to 60 dB below normal output. This measurement is made in the conventional manner as follows:
A. Feed sufficient 100-Hz tone input from the external test oscillator to obtain the rated output level of the preamplifier.
B. Remove the tone. Place the proper terminating resistor on the input and read the noise level.
When a turntable begins to develop rumble, the most common cause is lack of proper cleaning and lubrication of the drive mechanism. Adhere scrupulously to the manufacturer's instructions for cleaning and lubricating.
As a general rule, it is not advisable to remove dust or dirt from the drive mechanism (or turntable platter) by air pressure. Use slightly oily, lint-
free cloth to wipe the bushings and thrust balls before lubricating. The hub and spindle should also be treated in this manner.
Such items as rubber idlers and motor pulleys should be wiped with the same type of cloth dampened with naphtha or cleaning fluid. Wipe the in side surfaces of the platter rim (when rim driven) the same way. Be sure there is no oil on the motor pulley or rubber idlers. Do not use excessive amounts of cleaning fluid on rubber idlers since it may attack the rubber.
Check any shock mounts on the turntable motor or other parts. These may need to be replaced. Check all tensions specified in the instruction manual. Always keep the proper scales on hand for these measurements.
Wow and flutter are caused by small imperfections in the motor and/or the drive mechanism. They will be evident as a cyclic variation in the pitch when a steady tone such as the 1000-Hz band of a test record is reproduced.
The term "wow" is applied to the very slow cyclic variation, the term "flutter" to the more rapid variation, up to around 200 Hz.
The actual measurement of wow and flutter requires special equipment.
Such measurements are not normally made by station personnel. When the defect is noticeable, use the same maintenance procedures that are outlined above for rumble. An eccentric disc or turntable will also tend to cause wow. When all maintenance procedures have been tried and the condition persists, it is very likely that the motor needs to be replaced.
The turntable speed is checked by means of a stroboscope disc illuminated by a lamp supplied from the ac line. A neon bulb is best for this application. The stroboscope disc is simply placed on the turntable platter and the neon bulb held directly above it. There are 92 bars for 78 rpm and 216 bars for 331/4 rpm. Not more than 21 dots per minute should drift past the visual reference point in either direction. If the dots drift in the direction of rotation, the speed is high. If the drift is opposite to the rotation, the speed is low. Most turntables employ a means of vernier control of the platter speed.
13-3. THE STYLUS, PICKUP HEAD, AND PREAMPLIFIER
Basic theory was covered in Section 4. Also review Figs. 6-30 and 6-31 with associated text for a visualization of constant-amplitude and constant-velocity recording methods.
The Pickup Unit
Pickup arms for broadcast use have an adjustable feature allowing control over the stylus pressure against the record groove. It is important that this amount of pressure be correctly adjusted for optimum system performance and minimum record and stylus wear. Several good makes of special-type scales for this purpose are on the market and should be a part of the equipment of every maintenance department. The pressure must be measured with the stylus in playing position. Thus when the scales are used, they must be placed off the turntable and adjusted so that the stylus is at playing height when the pressure is measured.
When the trouble has been traced to the pickup unit, the first step is to check the stylus. Excessive record noise and signal distortion are often caused by a defective stylus tip. Check the tip under a strong light and magnifying glass; chips or excessive wear may be readily detected in this manner. Of course, the easiest and best check is to replace the stylus with a new one if it is immediately available. In cases of permanent-type stylus assemblies (usually using diamond tips), the head must be removed and returned to the factory for stylus replacement if the tip has been damaged by dropping or other accidents.
Be certain that the stylus is properly secured in the holder. In the case of a bent-shank stylus, the bend must be properly aligned with the record grooves, not turned even slightly in either direction from the center of the groove.
Check all of the spaces around the stylus entrance for dust or lint that often clogs the free spaces around the stylus holder or the pole pieces in magnetic pickups. These spaces must be cleaned thoroughly. A low-pressure air stream aids considerably in this process.
Pickup heads must be examined closely for breaks in connections, wire, or shielding. Plugs and receptacles must be examined as previously suggested for microphone maintenance. When terminal boards or connecting panels are used, they should be carefully inspected for cracks, breaks, dirt, and loose connections or mountings. Each connection should be examined.
Tighten all clean terminals, screws, lugs, and mounting bolts, being careful not to overtighten since this can cause cracks or breakage. Any connection that is dirty, rusty, or corroded should be disconnected. Clean each part individually and thoroughly with a clean cloth or crocus cloth moistened with cleaning fluid. Then replace and tighten the connection.
In the magnetic-type pickup, extreme care must be exercised in removing the cover to prevent damage to the delicate stylus and/or armature assembly. Check the centering of the armature between the pole pieces.
Always check the air gaps for collections of dust and lint. In many in stances, transformers are located inside the pickup arm. All leads and connections must be carefully checked for continuity and tightness. In some of the older-type magnetic pickups, the bushings and supports that center the armature become worn and deteriorated. Replacements for these parts must be ordered by model and part number from the manufacturer. It is always advisable and often cheaper in the long run to return the pickup head to the factory for repair. This is imperative in the case of the very high-quality magnetic pickups used in broadcasting and similar applications where a permanent-type precious-metal stylus tip is employed.
Checking Frequency Response
The broadcast engineer finds it interesting and helpful to know the actual frequency response of a given pickup unit. This information is necessary if complete individual equalization circuits are to be checked not only to meet the requirements of compensating a certain recording characteristic but also to compensate for the deficiencies of the pickup unit.
Equalization, for example, would be unnecessary ( indeed harmful) if the pickup unit has an inherent high-frequency rolloff.
Bear in mind that the overall combination of the stylus, pickup head, arm, and preamplifier with equalizer must provide the complementary re production characteristic given in Table 6-6 (Section 6). If the equalizer is external to the preamplifier, the preamplifier response curve is normally flat. However, most modern phono preamplifiers incorporate the equalizer as part of the preamplifier itself, and this must be considered by the maintenance technician running response tests.
Obviously, in order to check the frequency response of a reproducer unit, a frequency run must first be made on the amplifier. This is done in the orthodox manner using a variable-frequency audio oscillator (30 to 15,000 Hz) and a volume indicator on both the output of the oscillator and the output of the amplifier under test. Of course, a single volume indicator could be used with a suitable switching arrangement. The single tone is fed into the amplifier at the same level for each frequency, and the volume-indicator output-meter reading is noted. The reference frequency is usually 1000 Hz; that is, the gain is adjusted on the amplifier so that output meter reads 0 dB at 1000 Hz. Deviations at the other frequencies in the range to be tested are then observed and plotted as a graph.
For checking pickup units, major recording firms put out frequency test records that usually start with a 1000-Hz reference tone to set the level.
They then go to 10,000 Hz and work down to 20 or 30 Hz, with a voice identification immediately before each tone. The output volume indicator on the amplifier is read for each frequency, the output level having been adjusted to zero at 1000 Hz as in the oscillator test. The curve thus obtained may then be plotted against the amplifier curve to obtain the pickup response curve.
If the amplifier response curve were perfectly flat, the pickup-curve run would be the actual response of the unit. Assume, however, that the amplifier curve is +4 dB at 2000 Hz and the pickup curve is +1 dB. The pickup response, therefore, is actually-3 dB at this frequency, since the 4-dB gain of the amplifier at this point on the curve must be subtracted from the pickup curve.
Test records made to EIA standards have two sides. Side A is intended for frequency-response measurements at normal levels, and side B tests the tracking ability of the pickup at different levels. Intermodulation test records are also available for checking distortion in terms of intermodulation-which is more meaningful than simple harmonic-distortion tests.
The entire subject of intermodulation tests and measurements for studio equipment (including playback pickup heads and preamplifiers) is covered in Section 13-13.
Stereo Pickups
The dual-channel stereo system must be maintained tightly in the following characteristics: closely matched frequency response, closely matched phase-frequency response, and maximum separation (minimum cross talk) .
The basic theory of operation of the variable-reluctance stereo pickup cartridge was covered in Section 4. Fig. 13-4 illustrates the General Electric Type VR-1000 stereo cartridge showing the stylus replacement feature.
The broadcast-type VR-1000-5 employs a 0.5-mil diamond stylus and a tracking force of 1 to 3 grams.
Fig. 13-5 shows the frequency response and channel separation of the VR-1000-5 cartridge. The solid line represents the left channel, and the dashed line is a plot for the right channel. On the lower portion of the graph, the dashed line represents the signal induced in the right channel by modulation in the left channel, and the solid line represents the signal induced in the left channel by modulation in the right channel.
When a stereo test record is used, the left channel (solid line) is given a reference level of 0 dB (at 1000 Hz) . With left-channel modulation only, the signal of the right channel is measured and plotted. In Fig. 13-5, the separation at 1000 Hz is 32 dB. The separation is then measured at frequencies up to 15,000 Hz. Without changing gains, the right-channel frequency response is measured. In Fig. 13-5, it is observed that this particular cartridge has a slightly higher output in the right channel. Although the responses of the two channels should be within a few decibels of each other for close frequency-response match, the actual output amplitude difference is of small significance since the respective channel faders are adjusted in practice for matched-level outputs.
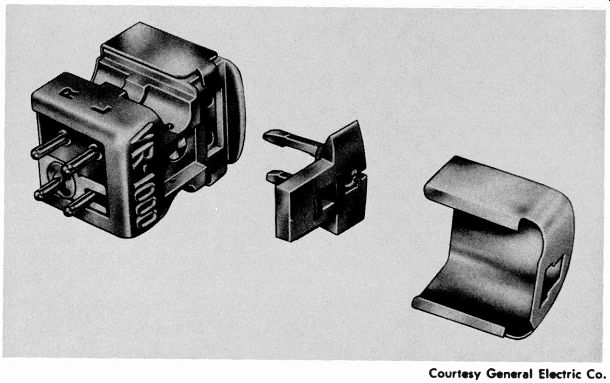
Fig. 13-4. A variable-reluctance stereo cartridge.
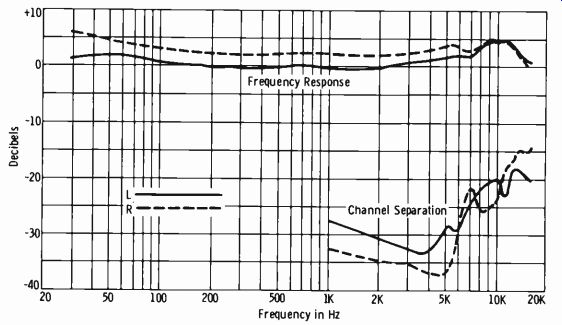
Fig. 13-5. Frequency response and channel separation, GE VR-1000-5 cartridge.
When frequency-response measurements are being made at the outputs of the pickup preamplifiers, it is obvious that the frequency response of the amplifier alone must first be plotted. This is then used for any correction factor necessary at a particular frequency. When channel separation is measured the noise level of each amplifier must be well below 60 to 70 dB down from the reference output level. This is to avoid measuring noise on the meter rather than actual signal.
Channel separation in a stereo pickup deteriorates at both the low- and high-frequency ends of the audio spectrum, as shown by Fig. 13-6. These curves, which are for a later version of GE stereo pickup (the VR-22 series) , show the separation (lower curve) from 30 Hz to 20 kHz, in addition to the overall frequency response (upper curve) . For completeness, the specifications of this pickup are listed in Chart 13-1.
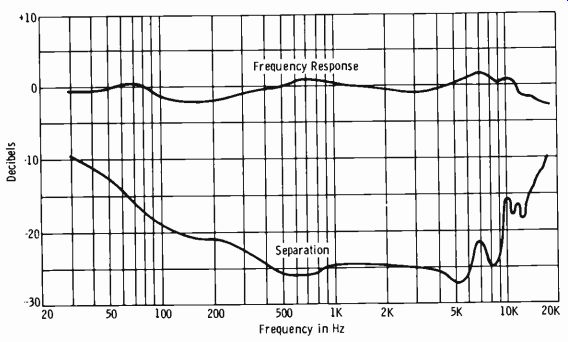
Fig. 13-6. Typical frequency response and channel separation of GE VR-22
series cartridge.
The RCA universal pickup cartridge has been designed especially for broadcast applications. This cartridge performs in both stereophonic and monophonic applications; the mode of operation is determined by external electrical connections to the cartridge. A replacement stylus is a feature of the cartridge design; the stylus plugs directly into the cartridge and is easily replaced. This plug-in feature also allows a user to buy one type of cartridge and several sizes of inexpensive styli in order to take care of all record-playing requirements. Fig. 13-7 illustrates the intermodulation distortion of the cartridge in both stereo and lateral applications.
Fig. 13-7 shows intermodulation distortion, which is a measure of the nonlinear distortion occurring at the lower test frequency. The RCA 12-5 39 test record on which the graph is based contains 400 and 4000 Hz mixed 4 to 1. Harmonic-distortion methods at 400 Hz could have been applied, but they have been found to be much less practical than the intermodulation method. Ten percent intermodulation distortion is not noticeable without a chance for direct comparison. This is comparable to a figure of 2 or 3 percent harmonic distortion. Intermodulation-distortion techniques are covered in Section 13-13.
In stereo broadcasting, it is of prime importance to be extremely careful in maintaining the proper polarities of the left and right channels. Particular attention must be given in the initial installation and, whenever new facilities are added, to the correct interconnections to maintain the proper phase of the two channels over the audio-frequency spectrum of 30 to 15,000 Hz.
-----------
Chart 13-1. Specifications of GE VR-22 Series Cartridge (Specifications are similar for the 0.5-mil diamond stylus Model VR-225 and the 0.7-mil diamond stylus Model VR-227, except as noted.) Frequency Response: 20 through 20,000 Hz, +3 dB (VR-225); 20 through 17,000 Hz (V R-227) Output: 5 millivolts, minimum, at stylus velocity of 3.8 cm/s Separation Between Channels: Up to 25 dB nominal Channel Balance, at 1000 Hz: One dB or better Inductance: 307 millihenries, nominal Resistance. 1386 ohms per channel, nominal Load: 47K-100K, 47K optimum Lateral Compliance: 4 X 10^-6 cm/dyne (VR-225); 2.5 X 10^-6 cm/dyne (VR-227), nominal Vertical Compliance: 3 X 10^-6 cm/dyne (VR-225); 2 X 10^-6 cm dyne (VR-227), nominal Tracking Force: Two grams minimum under optimum conditions-three grams for average use-four grams maximum (VR-225). Five to seven grams with VR-227 Dimensions: Width, 0.575 inch; height, 0.7 inch including stylus tip; length, 1.18 inches Mounting: For 7/16-inch or 1/2-inch mounting centers All measurements taken from RCA Victor stereophonic test record Number 12-5-71 and 12-5-73
--------------------------
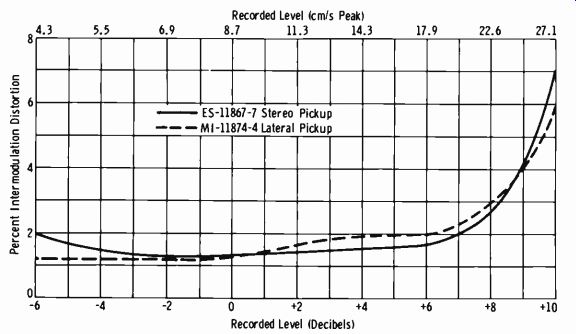
Fig. 13-7. Percent intermodulation distortion for one type of stereo cartridge.
The most prevalent form of trouble in pickups located near an fm transmitter (as when the transmitter is in the same building as the operating center) is rectification of the strong rf field at the phono preamplifier input.
This rf interference can be eliminated by observing the precautions shown on Fig. 13-8. Many preamplifiers have built-in rf filtering networks, but some do not. Even when these are incorporated, the length of the shielded pickup cable is most usually left to the individual installation requirements.
Be sure to cut this cable to an odd multiple (or sub-multiple) of a quarter wavelength at the operating frequency of the fm transmitter. For example, a quarter-wavelength at 100 MHz is 0.75 meter, or 29.5 inches. Be certain that the shield of the pickup cable is connected only at the preamplifier ground terminal, and that the preamplifier ground is properly connected to the station ground.
Pick-up Make Uneven Multiple or Sub-multiple of 114 Wavelength at FM
-Transmitter Operating Frequency Shielded Cable
Gnd 4 Install 2 to 3 mH Choke Preamp
'Install 47 to 100 pF
- Capacitor
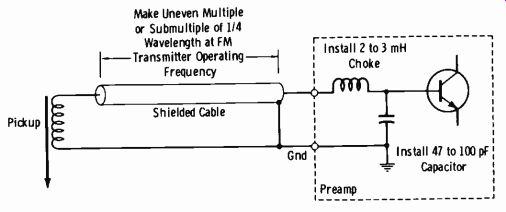
Fig. 13-8. Precautions to minimize fm-to-am rectification in vicinity of
strong rf field from transmitter.
13-4. JACKS
Jacks, since they constitute either series or parallel connections in the signal path, must be kept free of dust and dirt and in perfect contact adjustment. They should be vacuum cleaned frequently, or preferably, a thin high-pressure stream of forced air should be blown through each sleeve from front and rear and be followed by a thorough vacuuming. Jack contacts may be kept clean by regular insertions and removals of patch-cord plugs (Fig. 13-9) .
Visual inspection of jacks and mounting structures should be made during this process to check for the proper operation and tightness of mounting. If jacks have not been maintained in this manner for a long period of time, a regular jack-burnishing tool may be used.
When the burnishing tool is used, the handle is adjusted in such a way that about 2 1/8 inches protrudes. This prevents the blade from touching the insulation in the spring pileup and prevents damage to the insulation. Insert the blade carefully in the jack until it just meets the normal contact. A slight turning movement of the tool will then tend to lift the normal spring from the normal contact, and a light forward pressure will allow the blade to slip easily between the contacts.
13-5. KEYS AND SWITCHES
Keys and switches vary considerably in their structure and functioning, but all types have a means of opening and closing single or multiple circuits by spring contacts and blade assemblies. Dirt or dust causes the majority of troubles here. Contacts usually may be cleaned with a clean, dry, lint-free cloth. A clean strip of silk is useful since it collects dust particles from the contacts by static electricity when it is drawn through the contacts while a light pressure is held on the blades or spring sheaves by the fingers.
In the more serious situations, a toothpick immersed in carbon tetrachloride may be drawn through the contacts and then discarded to prevent its being reused.
Fig. 13-9. Method of "exercising" a jack field.
The mountings of keys or switches should be checked for tightness.
Tighten every loose connection. Watch the mechanism as the key or switch is operated, and note the tension of the spring or stationary contacts. If the tension appears to be insufficient, adjust it with the fingers or long-nose pliers, or use a special switch and relay tool with a slotted end. Be very careful not to make it too tight.
13-6. FADERS (ATTENUATORS)
A regular cleaning schedule is necessary for continued, reliable, and noise-free operation of fader controls. Contacts should be cleaned with a clean, soft cloth and carbon tetrachloride. Also clean the leaves in this manner; be careful not to disturb the tension of the individual leaves. To help prevent wear, some engineers recommend a light lubrication of the contacts by applying a very slight amount of un-medicated petroleum jelly on a clean cloth.
Never disturb the tension of the leaves against the contacts unless absolutely necessary. If the attenuator must be dismantled, the leaves should be adjusted by means of the sliding mounting screw until there is just enough pressure to allow a reliable contact. Attenuators that turn hard against the fingers have excessive pressure between leaves and contacts, and their life is shortened.
13-7. AMPLIFIERS AND LOGIC CIRCUITRY
This text is not a detailed treatment of servicing techniques, and a fundamental radio background is assumed from the beginning. However, for the purpose of completeness in studio maintenance, helpful hints are given here for locating troubles in audio amplifiers. We will consider the tube-type amplifier first.
Filaments Do Not Light
When all filaments fail, it may generally be assumed either that the ac power line has failed or a fuse in the amplifier rack or amplifier has blown.
First check all ac switches for the proper operating position. Then check the position of any circuit breakers involved. After that, check the fuses.
Faulty switches may nearly always be detected by feel when one operates them. If a snap is not apparent, jumper the contacts until the switch can be replaced.
If only one tube fails to light, it is usually a bad tube. First wiggle the tube with a strong pressure against the socket. If the filament lights, a loose or rosin connection on the socket terminals may exist, or the contact springs may not have enough tension to maintain reliable contact with the tube prongs. See Section 14 for a detailed discussion of vacuum tubes and socket maintenance.
Filaments Light, No Response
First replace the rectifier tube with one known to be good. If trouble persists, check the plate voltages starting with the output of the filter system. Then check the output stage and so on back to the first stages. If all voltages are normal, check the continuity of the output transformer. If this test shows nothing wrong, the best procedure (assuming normal plate voltage) is to use a signal generator and headphones (with a series 0.1-µF capacitor) to trace the signal to the faulty stage. If no plate voltage exists or the voltage is very low, check the condition of the electrolytic capacitors and the continuity of the filter circuits. Check the wiring for continuity.
Check the condition of the power-supply switch and fuse holders. If voltage does not exist or is low in only one stage (in which case a small distorted signal is usually present), check the continuity and values of all resistors in the plate and cathode circuits, and the wiring to the component parts. In some cases, low plate voltages may be due to excessive plate currents which in turn may be caused by low or nonexistent grid bias or by a leaky coupling capacitor that places a positive voltage on the grid of the following stage. These cases require point-to-point analysis using any of the recognized methods of servicing, such as signal tracing, point-to-point resistance measurements, etc.
Amplifier Noise
Hum and noise are common troubles. First, try to locate the approximate origin of the noise by using the normal operating controls. For example, is the noise heard with all switches and attenuators off? If so, the noise could be in the monitor amplifier or high-level amplifier circuits. The possible sources of noise will, of course, vary depending on the layout existing at a particular installation.
It is always best to replace tubes first in case of noise. If this procedure does not clear up the trouble, look for loose connections or an apparent rosin connection. Move the wiring back and forth with the monitor-amplifier gain turned up. Wiggle the tubes in their sockets. If a faulty spring contact exists, see Section 14 for socket maintenance. Tap all coupling capacitors and resistors. If a distinct electrical noise (as distinguished from acoustic noise) exists, replace the part with an exact replacement. Examine all ground connections closely for looseness or bad soldering.
Steady noise (not intermittent) may be caused by some form of inductive interference. If input transformers are constructed in such a way that their windings may be oriented in any direction, try a reorientation for minimum noise pickup from any possible ac field. Some microphones are unusually sensitive to stray ac fields. If noise is coming from any particular microphone circuit, check the microphone and cable locations for interfering fields. This is particularly important at remote locations.
Servicing Printed Circuits
Care must be taken not to break or crack the board by undue stress or to damage the bonding adhesive by applying too much heat during soldering.
The following tools are required: a small (25-watt) soldering iron, pair of small diagonal cutters, pair of small long-nose pliers, scribe or pick, and small knife.
A. If it is necessary, remove the hardware fastening the board to the chassis and remove the board, or tilt it up if it is hinged.
B. Isolate the defective component. If it is necessary to disconnect a component from the circuit for test, heat the junction of the component lead and the printed wiring with the soldering iron. Concentrate the heat on the component lead rather than on the etched wiring pattern. Pry up and straighten the bent-over portion of the component lead with a knife blade, and then pull the lead through the hole with pliers.
C. To remove the defective component, snip off the leads at the component side of the board (Fig. 13-10A) .
D. Using a small soldering iron (25 watts) , heat the leads and remove them from the printed-wiring side of the board. To avoid damage to the conductors, be careful not to apply too much heat or force.
E. Clean and form the leads of the new component and insert them through the holes until the component body is tight against the board.
Heat and pull out here.
Component Board Cut off here.
(A) Removal of defective component.
Bend wire with pliers.
Cut off here and solder.
Conductor Strip
Component Board
(B) Installation of new component.
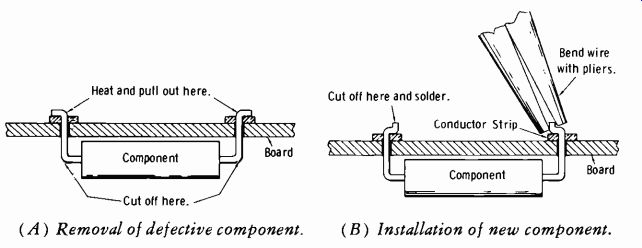
Fig. 13-10. Replacement of component in printed circuit.
F. On the circuit side, grasp the component lead and bend it over in the direction of the circuit pattern.
G. Crimp the wire tightly against the board (Fig. 13-10B) , and cut off the excess component lead. Leave about 1/ c inch of wire protruding from the edge of the hole.
H. Heat the lead and apply rosin-core solder. Do not use paste or acid flux. Remove the excess rosin from the joints with alcohol.
I. Replace the circuit board, using the original hardware.
Replacement of Transistor Socket
Heat each socket terminal and pry up and straighten it with a knife blade. Pull the socket out, applying heat to the terminal leads, if it is necessary. Clean the holes free of solder. Prepare the new socket for installation as follows. Using the old socket as a model, bend the terminal leads to fit the mounting holes provided in the board. Insert the socket terminals through the holes, making sure that the socket terminals are oriented as on the previous socket. Bend the socket terminals in the direction of the circuit pattern. If it is necessary, clip off the excess length to prevent short circuits with adjacent conductors. Solder the terminals to the etched wiring.
When it is necessary to remove a transistor that is not mounted in a socket, grasp the transistor lead with a pair of long-nose pliers while un soldering. This provides a heat sink to avoid damage to the transistor from excessive heat. Use a 25-watt iron.
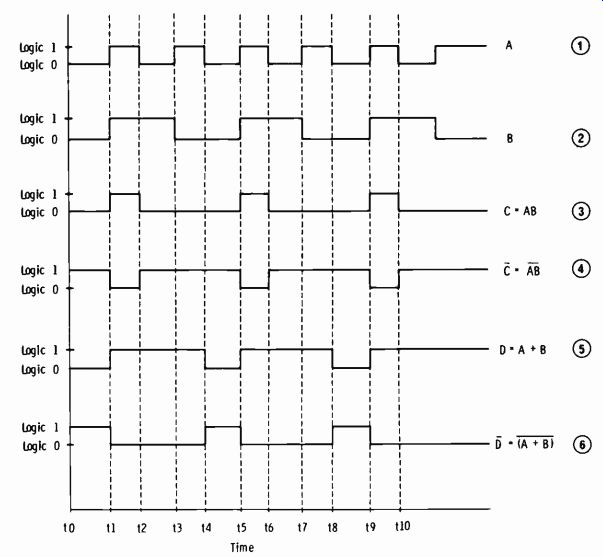
Fig. 13-11. Timing diagram.
Logic Circuitry and Integrated Circuits
Most logic circuitry today is made up in integrated circuits (ICs) .
Therefore, it is normally necessary to know how to check inputs and outputs with an oscilloscope to isolate troubles in logic circuitry where the entire chip would need replacing. Let us go through the timing diagram of Fig. 13-11 to show how it is done.
IMPORTANT NOTE: Pulses are rarely as perfectly shaped as indicated on such drawings as Fig. 13-11. In practice, there will usually be some rounding, and this may be normal. It is always desirable to scope such circuitry when it is working perfectly to ascertain the normal shape of pulses in any particular equipment.
In the timing diagram chosen, variable A (row 1) is a stream of data consisting of alternate 1's and 0's. Variable B (row 2) is composed of alternate groups of two 1's and two 0's. The remaining rows indicate the following:
Row 3: A and B combined in an AND gate. (C = AB reads "C equals A and B.")
Row 4: The complement of row 3 ( NOT or NAND circuit) .
Row 5: A and B combined in an OR gate. (D = A + B reads "D equals A or B.")
Row 6: The complement of row 5 ( NOT or NOR circuit) .
So here we have every combination fundamental to logic circuitry. If a technician understands the symbols for bistables and gate circuitry, he should know what to expect at the output of each chip for a given input or inputs. For example, he can quickly check inputs A and B to the AND gate. He must then determine the normal output as shown by row 3. For a NAND circuit, the output should be the inverted function of row 4.
As a matter of review, bear in mind that the bistable is a natural divide-by-two circuit. If the first pulse results in logic 1, a second pulse is required to result in logic 0. So to complete one output pulse, two input pulses are required. For example, if variable A (row 1 in Fig. 13-11) is the input to a bistable, variable B (row 2) would be the output. This is to say that the frequency of B is half that of A.
Digital logic circuitry becomes easy to troubleshoot with a little experience and familiarity with a particular system. Either an oscilloscope or any of the commercial IC pulsers and indicating lamps can be used. The latter permits using one probe as a pulser and another probe with an indicating lamp to show whether an output is obtained, either by half-brilliance, full brilliance, or flashing lamp for a train of pulses. Lack of lamp "turn-on" indicates low output or no output.
The important point to remember is that input conditions to a chip must be correct for the proper output condition to exist. An AND gate with four inputs must have simultaneous high levels (when high-level activation is called for) for an output to exist. One or more of these inputs might be a positive dc rather than a pulse. When a faulty chip is definitely found, the entire chip is replaced.
The three basic IC packages are shown in Fig. 13-12, along with their respective terminal arrangements. Figs. 13-12A and 13-12B are top views.
Note that the pin numbers increase counterclockwise around the packages as seer. from the top. There are also 16-lead packages which have 8 leads per side; pin 16 is opposite pin 1, and pin 9 is opposite pin 8.
Fig. 13-12C shows the TO-5 type of IC, for which it is conventional to show the bottom view. Note that the highest lead number is adjacent to the index tab. The numbers then run clockwise as viewed from the bottom.
This type of package may have as many as 12 terminals.
The maintenance technician must be familiar with proper techniques for replacing ICs and other components on printed circuit boards. This must be done carefully and skillfully to prevent damage. There are special tools for desoldering all IC pins at the same time (Fig. 13-13). These heated elements are placed on the pins of the IC on the wiring side of the printed board, with a special extractor clamped to the IC body to exert a "pull-away" pressure as the solder is melted. Such tools must be used with extreme caution, since IC leads are sometimes folded against the board and must be bent up before extraction can be done without damage to the boards.
(A) 14-lead dual in-line package. (B) 14-lead ceramic flat-pack.
(C) TO-5 style 8-terminal package.
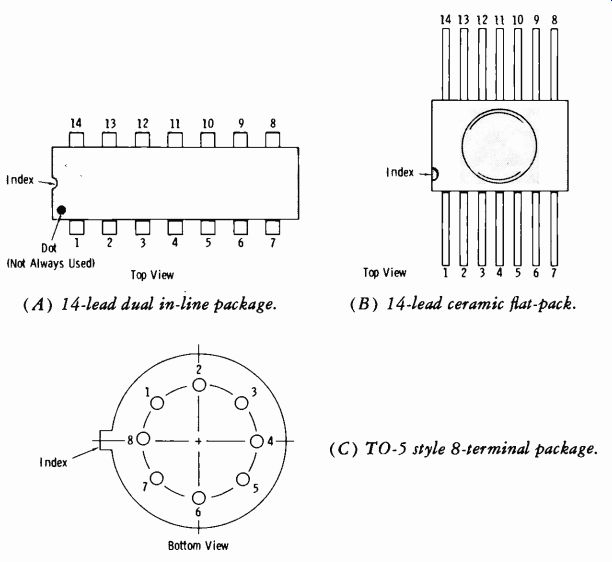
Fig. 13-12. Basic integrated-circuit packages and terminal arrangements.
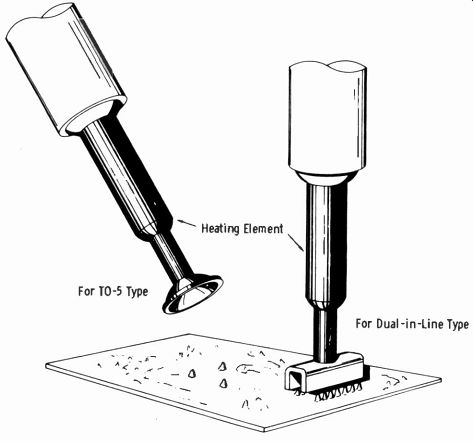
Fig. 13-13. Desoldering tools for integrated circuits.
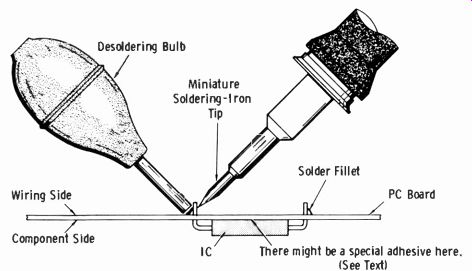
Fig. 13-14. Method for desoldering components.
The preferred method is shown in Fig. 13-14. The procedure is as follows:
1. With the soldering-iron tip applied, squeeze the desoldering bulb and hold its tip at an angle of approximately 45° against the solder fillet of the lead of the component to be removed.
2. As the solder melts, release the bulb quickly to draw solder away while continuing to hold the soldering-iron tip against the lead. All solder must be removed from each lead. If the lead is bent against the board, pry it up and repeat the procedure until all solder is removed from the lead.
Caution: When the soldering bulb is released to draw in air (and solder) , do not remove the soldering iron from the lead. If the iron s removed during this operation, air will cool the joint enough to prevent clean removal of the solder.
3. Repeat the procedure for each of the remaining leads. Note the position of the index (dot, notch, or tab) if the replaced component is an IC. Make certain that all leads are free and clean of burrs; then remove the component. NOTE: Some manufacturers hold flat-packs in place by a small drop of special adhesive which remains flexible and will part with a small amount of pressure. The residue of adhesive from the old flat-pack should be sufficient to hold the new one in place before soldering.
4. Carefully inspect the holes in the board to insure freedom from excess solder or burrs which would prevent insertion of the replacement component. Remove burrs if necessary by gently reaming the holes with a sharp instrument such as a pick or soldering aid.
5. Bend the lead of the new component to correspond with those of the one removed. Place it on the component side of the board, making certain that the orienting dot, notch, or tap is in the same position as the one removed (step 3) .
6. Insert the leads through the holes and press the component to the board. Do not trim the leads yet.
7. Solder the leads to the wiring eyelets or pads; use small-diameter solder to minimize the possibility of solder bridges between leads.
Then clip the leads close to the board. Carefully inspect all work after the last lead is soldered to make certain that no solder bridges exist between any leads.
IMPORTANT NOTE: Examine the instruction book for any particular equipment for special instructions regarding component replacement.
A word of advice: This text can serve only to introduce the reader to logic circuitry. In broadcast systems, great numbers of such circuits are being used in computer-type remote controls, signal generators and monitoring systems, station-break automatic switching systems, etc. The information presented in this guide is written as a basic discussion that should remain valid with future advances in logic circuitry. Since a full-length book would be required to cover broadcast-system applications alone, the maintenance technician-engineer must undertake a training program on his own to re main competent in his field.
Amplifier Distortion Checks
It is good maintenance practice to run overall noise and distortion checks from the microphone input to the transmitter output at periodic intervals.
If the maintenance personnel are divided between the studio and transmitter, the prevailing practice is to carry out this procedure separately for the studio and transmitter equipment. This is usually done in the intervals between the required proofs-of-performance in order to be ready for the official proof-of-performance run. The FCC requires a harmonic-distortion measurement. Detailed procedures are outlined in Section 14, since the transmitter is involved in the FCC requirement. When the run is made only at the studio, the noise-distortion meter is terminated by the line output of the studio. When excessive noise and/or distortion results, the audio oscillator is fed first to the line-amplifier input and then into preceding amplifier stages until the source of the defect is isolated. (Use the proper input level to the amplifier.)
Since harmonic-distortion measurements are required by the FCC, this type of measuring equipment must be on hand or available to the station.
For studio use, however, more and more engineers are considering the use of intermodulation-distortion measurements to maintain a tighter and more definite control over studio amplifiers and transducers. This is covered in Section 13-13.
(A) Initial setup for scope in-phase display.
(B) Arrangement for phase-shift measurement.
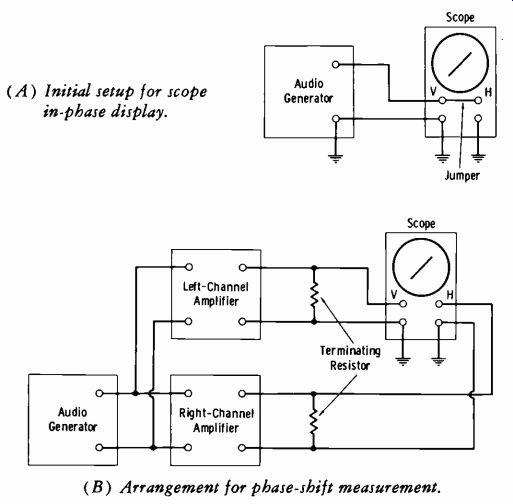
Fig. 13-15. Method of measuring phase shift between stereo channels.
13-8. PHASING THE STEREO SYSTEM
A good audio oscillator of the type used in the station proof-of-performance runs and an oscilloscope provide the most convenient method of measuring the phase conditions. The technique is based primarily on that out lined previously for checking microphone phasing. The procedure is as follows:
1. Connect the audio generator (adjusted to 1000 Hz) to the vertical input of the scope. Run a jumper wire from the vertical to the horizontal input (Fig. 13-15A).
2. Adjust the horizontal and vertical gains of the scope so that a line slants from the lower left to the upper right of the screen. This is obviously the in-phase condition, since a common source is employed.
If the vertical and horizontal amplifiers of the scope have a different number of phase reversals, the in-phase trace will be from the lower right to the upper left. A small difference in gains will not upset the accuracy of the reading. However, if an ellipse occurs (indicating phase distortion in the scope itself), it will be necessary to connect directly to the x- and y-deflection plates, through suitable (and identical-value) capacitors.
(A) Typical patterns.
Intersection of Axes at Exact Center of Ellipse
(B) Determination of phase shift.
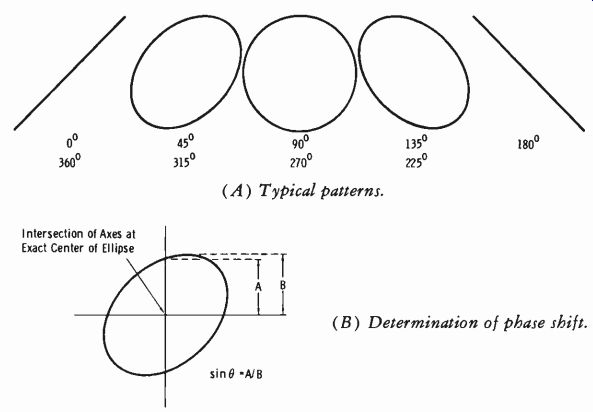
Fig. 13-16. Scope displays in phase-shift measurement.
3. In the following discussion it is assumed that the in-phase trace is as illustrated in Fig. 13-15A, as is common with nearly all modern oscilloscopes. Now connect the line outputs of the left and right channels to the scope as shown by Fig. 13-15B. Adjust the respective levels to obtain the same sine-wave amplitudes used in step 1. Fig. 13-16A illustrates the basic phase-shift displays. If the 180° phase reversal is indicated, this means that a "turnover" in interconnecting wiring has occurred or that unlike amplifiers are employed. It is then necessary to proceed back toward the generator input until this discrepancy is isolated.
4. Fig. 13-16B indicates the method of measuring the phase angle. Ad just the centering so that the intersection of the x- and y-axis lines is at the exact center of the ellipse. For example, if A is 1.5 divisions and B is 2 divisions, 1.5/2 = 0.75, and sin O = 0.75. From a table of sines, it is found that the angle whose sine is 0.75 is 48.6 degrees.
An alternate method is as follows. Measure the amplitudes of the two voltages individually. For example, adjust each channel for an output of 1 volt, a convenient value for a 600-ohm load. Then measure the sum of the two voltages. A zero-degree phase difference will result in 2 volts. A 180° phase difference will result in zero volts (complete cancellation). A 90° difference results in 1.4 volts, etc. This method is less accurate than the preceding one, but normally it is only important to ascertain that no phase turnover has occurred or that an excessive amount of phase distortion is not present.
Speakers must also be properly in phase. The most convenient and accurate method of checking speaker phasing is to connect a sensitive dc meter across the voice-coil transformer and note the polarity of meter deflection when the cone is pushed rapidly downward. All speaker connections are then made to achieve a like polarity of deflection. When the same make and model of speaker is employed throughout, it normally is only necessary to connect all color-coded leads in an identical fashion.
13-9. REEL TO REEL AND CARTRIDGE TAPE RECORDERS
There are a large number of different makes of commercial tape recorders. Although these machines embrace a wide variety of physical and electrical designs, the major troubles encountered by the operator have characteristics common to all makes. Some of the usual sources of trouble will be discussed here for the guidance of the user of commercial tape recorders.
Distortion
Distortion is the most commonly encountered trouble and probably has a larger number of causes than any other characteristic. There are three general types of distortion that are distinguished easily by the average listener. They are as follows:
1. Unintelligible speech and extreme lack of bass. This symptom is most likely caused (assuming that the audio amplifier and microphone are normal) by a complete loss of the supersonic bias to the recording head. Check all components in the bias oscillator-amplifier circuit.
Check also for loose connections, and check the bias winding on the recording head.
2.. Low output, muffled sound. Again assuming that the audio amplifier is normal, this trouble is usually traced to an accumulation of tape-coating residue, dirt, dust, or foreign matter on the pole pieces of the recording head. Clean them thoroughly. This should be a regular part of the maintenance schedule on high-quality magnetic recorders.
Check the head alignment as outlined later.
3. Little or no output, mushy sound. This trouble can have the same causes just described; however, it is most likely an indication of a faulty component part in the audio amplifier or switching system.
Check them in the orthodox manner. Keep heads clean by the application of isopropyl alcohol. Clean the capstan and the pinch roller with the same chemical. Follow the manufacturer's instructions on lubrication at the indicated intervals. Be sure to keep the heads de magnetized by using a small "wand" type demagnetizer.
Measurement of Harmonic Distortion
Manufacturers sometimes specify the percent of third-harmonic distortion in their system, since this is the most prevalent type of magnetic-tape distortion. It is desirable to measure the amount of third-harmonic distortion at normal signal input levels. In determining the maximum permissible recording level which can be used in the recorder, or in evaluating different tapes, this is an important consideration. It is desirable to operate the recorder at the highest possible recording level without exceeding the distortion limits.
The following method of measurement is suggested by the 3M Company, makers of Scotch brand recording tapes. The third harmonic is separated from the fundamental sine-wave frequency by a filter and directly measured with a vtvm (Fig. 13-17) .
The equipment required is an audio oscillator that provides a good wave-shape (normally the one used by the station for proof-of-performance runs), a vacuum-tube voltmeter, and a bandpass filter. Since it is customary to measure distortion at 400 Hz, a 1200-Hz filter is ideal. However, the more common 1000-Hz or 5000-Hz filters can easily be substituted if the test frequency is suitably adjusted. The filter should have a rejection of at least 60 dB at the fundamental test frequency if the highest accuracy is to be obtained.
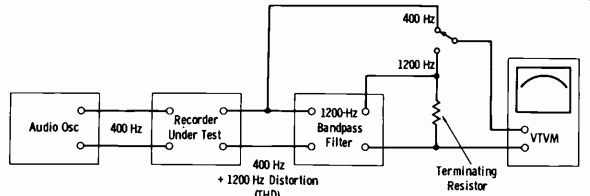
Fig. 13-17. Method of measuring third-harmonic distortion.
Before the test is made, it is necessary to calibrate the system. This takes into account the insertion loss of the filter. Since the input termination affects this value, it is best to calibrate the filter from the actual recorder under test. To do this, the filter is disconnected, and the output level of the recorder is checked at 400 Hz and 1200 Hz to determine if it is the same at these frequencies. If it is not, the input to the recorder must be re adjusted at one of the frequencies to compensate for the discrepancy. The filter is then connected to the recorder, and a level reading is taken at the input to the filter with a 400-Hz input to the recorder and at the output of the filter with a 1200-Hz input to the recorder. (If it is necessary, the input level to the recorder must be readjusted as previously explained.) The difference between these readings in decibels is the insertion loss of the filter.
In making the actual test, the 400-Hz signal is fed through the recorder, and level readings are taken at both the input and output of the filter. The difference between these readings in dB minus the insertion loss of the filter is the true ratio between the signal and the third-order harmonic component. This can be converted to percent by reference to the alignment chart (Fig. 13-18) .
Difference in Level (48) Minus Insertion Loss

Fig. 13-18. Chart for converting decibels to percent distortion.
Once a particular system is calibrated and the insertion loss is known, this step need not be repeated in subsequent tests. With a little practice, distortion measurements can be made very quickly. All that is necessary is to patch in the oscillator, filter, and voltmeter and make two quick readings.
When distortion measurements are made not using the third-harmonic bandpass filter, the measurement is termed total harmonic distortion (thd).
Normally, thd should be less than 2 percent over the frequency range of 50 Hz to 15 kHz.
Head Alignment and Loss of High Frequencies
If the reproducing gap is not parallel to the recorded poles on the tape, a serious loss of high frequencies may result. An attempt is made to align the head gaps on all recording machines exactly perpendicular to the tape so that tapes made on one machine can be played on any other machine in the station. This alignment is accomplished by rotating the head for the maximum output from an alignment tape on which a steady high-frequency signal has been recorded using a carefully aligned head. In making this adjustment, the extreme sensitivity of these high-frequency ,signals to alignment becomes immediately apparent. For example, in a full-width (1/4") recording of 1-mil wavelength, a misalignment of only 8 minutes of arc can reduce the output by about 6 dB.
An equally crucial problem in obtaining good frequency response is that of maintaining intimate contact between the tape and the head gap. In playing a low-frequency signal, a separation of one or two mils does not appreciably affect the level, but at a high frequency of, say, 1-mil wave length, even a half-mil spacing results in a drop of more than 20 dB. It is apparent that any loss of contact between head and tape, however slight, has a profound effect on the high-frequency output. Therefore, always check the pressure pads and tensions to be certain that the tape is held in intimate contact with the heads. Be sure the heads are clean.
In playing a tape recording that was made on a different machine, head misalignment may be suspected, but one may not wish to disturb the head adjustment to verify this. In this case, the skew effect can be used to ad vantage because a deflection of the tape from its normal path across the head has the same effect as rotating the head. If, after carefully deflecting the tape a small amount in each direction, it is found that the greatest high-frequency output corresponds to the normal tape path, the head is correctly aligned. This test may be made on almost any kind of a recording, since the ear can readily distinguish the presence of high-frequency components in program material.
In case the highs can be improved by deflection of the tape ( indicating misalignment) , either the head used to make the recording or the one on the playback machine may be at fault. Regardless of the origin of the mis alignment, optimum reproduction of this particular tape may be obtained by readjusting the playback head. After playing this tape, the machine should be rechecked with an alignment tape, and, if necessary, readjusted.
In summarizing these points, the following check list is suggested for locating the cause of poor high-frequency response due to head problems:
1. Check azimuth alignment with an alignment tape.
2. Check for tape skewing which seems to occur simultaneously with amplitude fluctuations.
3. Check to be sure the head meets the tape squarely.
4. Check for stability of the tape path in its guides.
5. Check for foreign deposits, nicks, or gouges on the head surface.
6. Check for 'breakthrough" in the head gap. A magnifying glass or microscope is helpful.
7. Check for uneven wear.
8. Replace the head if necessary.
Fig. 13-19 illustrates the five basic adjustments in correctly positioning a recorder head. Note that two of these positioning adjustments, A and B, are concerned with the tape centerline. Ideally, the centerline of each component which is in direct contact with the tape should maintain an unvarying reference plane. Failure to do so results in bending of tape edges, tape skewing on a tangent from the normal path, azimuth error, and excessive friction.
----------------
A. Tilt, in which the face of the head must be simultaneously tangent to the same degree with both edges of the tape and without distortion of either of the latter.
B. Height, in which the gap width dimension is centered on the standard track location.
C. Tangency assures that the tape contacts the portion of the head face containing the head gap.
D. Contact, head position into or away from the tape to assure proper contact pressure between head and tape ("wrap"). Not as critical with machines employing pressure pads at the heads.
E. Azimuth or skew, in which width dimension (corresponds to track width) of gap is exactly 90° with tape edge.
Courtesy 3M Co.
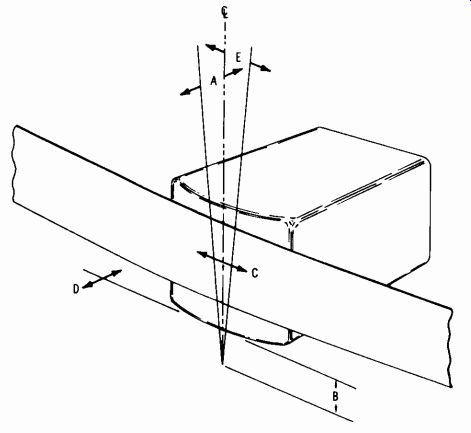
Fig. 13-19. Orientation in head adjustment planes.
------------------
Fig. 13-20 shows the details of the corresponding characteristics in Fig. 13-19. These may be outlined briefly as follows:
A. Tilt. Designated as arc A in Fig. 13-19; must establish a true vertical position for the face of the head. Fig. 13-20A shows the exaggerated condition. If the head tilts even slightly, uneven tension results across the entire width of the tape. Intimate contact between tape and head is lost, and the tape can be caused to skew away from the centerline.
B. Height. Improper head height is particularly disturbing on multiple-track recordings due to noise, cross talk, and loss of signal.
C. Tangency. Characteristics A and B above have established the tape centerline path. Tangency (arc C of Fig. 13-19) squares the record and playback gaps to the tape surface. Even a slight error in tangency can cause high-frequency loss, and a high sensitivity to dropouts caused by slight contamination on the tape or head.
D. Contact. Proper contact is assured by a slight "wrap" in the path of the tape as it passes over the head. Contact is very important for good high-frequency response. When pressure pads are used, they should be inspected for signs of wear or damage.
E. Azimuth. The reproducing gap of the playback head must be exactly parallel to the recorded poles on the tape. Thus for compatibility and interchangeability, the record and playback heads must be adjusted so that the gaps are exactly perpendicular to the centerline of the tape path. An alignment test tape must be used for this adjustment.
The 3M Company furnishes the following hints for this alignment procedure:
(A) Tilt. (B) Height. (C) Tangency. (D) Contact. (E) Azimuth.
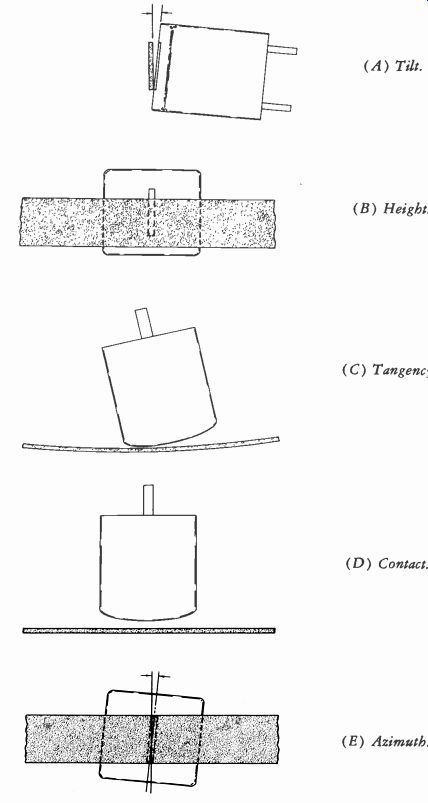
Fig. 13-20. Details of head adjustment planes.
When an alignment tape is used to check azimuth, a variety of methods can be employed, the simplest being deliberately to skew the tape across the head while checking the output. If the output, as indicated by the signal level meter (or the playback volume), is highest with normal tape alignment across the head, it can be assumed that azimuth is correct. If the output signal level increases while the tape is intentionally skewed, the azimuth should be readjusted. The head should be realigned to yield maximum output. In the case of separate record and playback heads, the play back head should be peaked according to the output signal level determined while using the prerecorded alignment tape. The record-head azimuth should then be peaked by recording on a blank tape and playing back through the correctly positioned playback head. Only a studio-prepared prerecorded tape should be used for an azimuth test.
While checking head azimuth, it is also good practice to inspect the pressure pad (if used) for wear. If a pad which has become worn does not properly position itself against the tape, it will have a tendency to skew the tape out of alignment with the head gap, giving the same effect as in correct head azimuth. If the pressure pad shows signs of a wear-created channel, it should be replaced.
Stereo Phase Problems in Tape Equipment
Proper head alignment is extremely critical in stereo tape decks, because phase shifts between channels can result either from azimuth misalignment between the record and playback heads, or from a different skewing of the tape during the record and playback functions. This emphasizes that compatibility and interchangeability are much harder to obtain for stereo tapes than for mono tapes.
This type of distortion is most evident when a stereo tape which exhibits the problem is reproduced on a monophonic receiver. Bear in mind that a monophonic receiver essentially reproduces the sum of the two channels.
Phase shifts between the two channels, which will differ with frequency, result in partial cancellation and reinforcement over the gamut of frequencies being reproduced. The net sum in this case can have a disastrous effect on the quality of the reproduced sound. This means that the stereo trans mission is no longer compatible with monophonic reproduction when such errors exist.
Center Screw Center Post Teflon Washers Top Guide Wires Reel and Hub Corner Post Bdr Courtesy TelePro Industries, Inc.
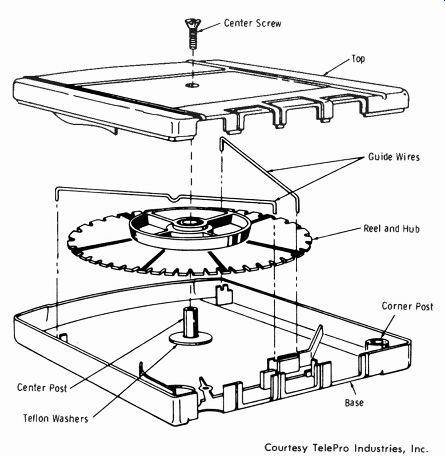
Fig. 13-21. Exploded view of tape cartridge.
For reel-to-reel stereo tape recorders, a very precise azimuth adjustment is required. Cartridge stereo systems have an additional problem in that all of the earlier cartridges did not provide for a tape-guide height adjustment, and the arrangement of the tape path allowed considerable "creeping" up the guide posts. More recent tape cartridges have provided adjustable guide height (as well as head adjustments), and some have an additional guide post prior to the original input guide so that the tape enters its final path across the head in a more rigid and flutter-free state, with a standardized tension.
A good way to align the stereo head is to use a full-track monophonic alignment tape. This allows precise alignment of the two-head stereo assembly for equal amplitude and identical phase from the two tracks at the reference frequency on the tape. A scope with identical horizontal and vertical amplifiers can be used, as described in Section 13-8 for phasing the stereo system.
The Tape Cartridge
Servicing the automatic tape cartridge is necessary when the tape in the cartridge has become too tight, too loose, looped, or ridged. Telepro Indus tries, Inc., maker of the Fidelipac cartridge, recommends the following servicing techniques for each type of problem.
Tight Tape--One cause of tape tightening is the gradual wearing away of the graphite lubricant of the tape. When this occurs, the tape cannot slide on itself and will tighten to the extent that the reel will not turn and the tape may be torn or damaged. This problem can be corrected before the tape freezes or damages itself if periodic visual checks are made of the magazines. Just prior to the tightening up of the tape, it is possible to predict its failure by the very shiny appearance of the tape.
When this condition appears, it is possible for the tape to be relubricated temporarily with a flake graphite, such as Dixon's No. 635 flake graphite. To apply the graphite, remove the top cover of the magazine (Fig. 13-21) , and with the top cover off, insert the magazine into a slow-speed player, preferably one operating at 1 7/8 in/s. Place a small amount of graphite between the two guide wires near the front of the cartridge or next to the guide wire at the rear left of the cartridge. Note that the graphite tends to spread itself somewhat uniformly over the entire surface of the reel of tape.
If the tape is allowed to run long enough, the majority of the flake graphite will work itself between each turn of tape and eventually imbed itself either on the oxide-coated side or on the lubricated side of the tape.
If the tape accepts the graphite lubricant, the eye, or large opening in the tape, will gradually move to the outside of the reel of tape and disappear.
Then it will slowly reappear close to the hub if the magazine is permitted to run longer.
If the eye maintains a position near the hub, the tape will have a relatively long life. If the eye moves to the outside of the reel of tape, reap pears near the hub and again moves to the outside, then no amount of graphite lubricating can salvage the tape. In these cases, it is best to scrap the tape and begin with a fresh reel of tape.
Tape tightening can also be caused by improper placement of the guide wires in the Fidelipac Model B and C cartridges. If the guide wires are allowed to rub against the hub of the reel, the reel will turn slower than normal. At the same time, the tape, which is being pulled from the center of the hub at a faster rate than the turning of the hub, will gradually tighten around the hub and stop the turning of the reel. This can be seen by watching the magazine in operation. If the guide wires are touching the hub, you will note that the hub does not turn freely, but turns with a slight jerky motion. Another way of noting this is to observe that portion of the hub which extends above the reel of tape. If the wire is touching, you will note a white mark drawn around the top edge of the hub by a wire guide. To correct this, bend the guide wire away from the hub very slightly, just enough to clear.
The same difficulty may be encountered if the reel is warped enough to touch the base each time it makes a revolution. If either the lid or base is even slightly warped, tightening of the tape may again be introduced. Prior to assembly, visually check the cartridge for warping.
Failure of the brake to release the reel completely may cause the tape to tighten up also. When the pinch roller engages the brake, which in turn releases the reel, there should be a space of approximately 1/16 inch between the edge of the reel and the brake. When the cartridge has been removed from the instrument, the brake should spring back and rest against the reel, thereby preventing it from turning during handling.
If a magazine is inserted in an instrument and the brake fails to release the reel, the tape will be pulled from the center of the cartridge. It will not rewind itself because the reel is not turning. In this case, the tape is spilled from the cartridge. Malfunctions of this type are rare and are immediately noticeable when a magazine is inserted in an instrument. When this occurs, remove the cartridge from the instrument. Check the tape for tears or twists. Holding the tape cartridge in your hand, insert your finger into the pinch-roller opening, and check for the release of the reel by pressing forward on the brake. Slowly pull the tape from the cartridge in the same direction the pinch roller would normally pull the tape, i.e., from the hub of the reel and not from the outside of the reel. You will note that the tape will pull itself back into the magazine and return to its normal position.
If the tape has been damaged, it will be necessary to disassemble the cartridge and cut out the damaged portion of the tape. After the damaged portion has been removed, re-splice and reassemble the magazine. Check the magazine for proper release of the brake before inserting it in an instrument.
NOTE: Be sure to become familiar with your particular type of cartridge.
Some late-model types do not use this style of brake, but clamp the loose tape against the sidewall of the cartridge.
Loose Tape--When the tape is initially loaded on the reel, it is possible to have the tape too loose. This will show up only after a few hours of use in an instrument. It can be recognized by a very large eye, or opening, in the reel of tape itself. To correct this, remove the cover and guide wires.
Un-splice the tape. Prevent the reel from turning, and pull the tape from the outside of the reel until the slack or eye of the tape has been reduced to normal. Then by turning the reel by hand, wind up all of the excess tape.
Re-splice and reassemble. The eye should stay approximately the same size during operation of the magazine.
Looped Tape--When the tape in the cartridge appears as shown in Fig. 13-22, the tape is beyond salvage. The cause of this condition is the lack of lubricant on the tape; consequently, the tape will not slide on itself. Note that the tape is shiny. As stated in a previous paragraph, this is a sign that the lubricant has worn off. Tape in this condition, however, can be used on a reel-to-reel machine; therefore, the information recorded on the tape may be re-recorded on fresh tape and thereby salvaged.
Ridged Tape--Under certain conditions, ridges of tape will rise above the normal height of the edge of the tape. If this condition is not corrected, the cartridge will bind up and stop. Severe damage also will result.
If, after assembly of the cartridge, there is too much space between the edge of the tape and the wire guides, ridging will result. To correct this condition, first inspect the wire guides to make sure they are perfectly straight and that they do not bind in the mounting holes or the mounting slots. Remove the reel, and add one or more Teflon washers until the edge of the tape has been raised sufficiently to just come into contact with the wire guides.
Fig. 13-22. When tape is looped as shown, it must be discarded.
Care must be taken not to raise the reel too high, because this creates too much downward pressure on the tape edge after the lid has been fastened in place. Before the lid is fastened in place, put the cartridge in a tape player that has its head cover removed to allow the lid to be secured in place while the reel is in motion. Observe the reel motion carefully to make sure that while the lid is being secured no binding is produced between the wire guides and the edge of the tape.
Checking Troubles From Tape Splicing
Splices in a wound reel of tape are subject to considerable pressure. Some of the pressure-sensitive splicing tapes currently available do not have satisfactory adhesives. Under pressure, adhesive "leakage" causes a "creep" or "bleed- around the splice. This not only weakens the splice, but also can contaminate the head and damage adjacent layers of tightly wound tape.
The following information regarding tape splices is largely by courtesy of the 3M Company.
In the design of any pressure-sensitive tape, the two obvious components are the backing and the adhesive coating. In the development of a tape suitable for splicing magnetic recordings, both of these components were chosen with great care.
The backing had to be tough and durable while being as thin as possible.
For this reason, paper was not suitable, and plastic was chosen. Both acetate and polyester are currently being used.
Developing an adhesive coating suitable for splicing tape was even more involved. Here, three basic qualities must be carefully evaluated. These are known as (1) shear adhesion, (2) peel-back or ASTM adhesion, and (3) thumb appeal.
Shear adhesion can be defined as the resistance of the adhesive to being parted from the surface to which it is adhered when pulled in what is commonly called the shear direction (Fig. 13-23A) .
Peel-back or ASTM adhesion is, as its name implies, a measure of the resistance of the adhesive to being peeled away from the surface to which it is adhered. Fig. 13-23B shows how this test is performed.
The next property is "thumb appeal" or "quick stick." It is the quality of the adhesive to actually feel sticky. Oddly enough, it is not a particularly important quality as far as the strength of the bond is concerned, but it is a quality that is readily noticeable to the user. There seems to be an "old wives' tale" that has led some users to believe that "the stickier it feels, the better it will hold." This is not necessarily true when talking about splicing magnetic recording tape.
If the thumb appeal is high, the peel-back adhesion might be improved to some small degree, but this advantage must be paid for in two ways, neither of which can be tolerated. First of all, with a sticky adhesive the probability of its leaking out from around the bond is greatly increased.
This ooze, as it is called, can be disastrous if it is permitted to exist in splicing tape. The adhesive oozing from under the splicing tape will tend to bond one layer of recording tape to the next layer in the roll. The result, when the recording tape is reused, would be possible removal of the oxide coating or complete blocking at that point in the reel. Secondly, with an increased thumb appeal, the shear strength of the splice is reduced. This is evidenced by a degree of parting of the once tightly butted ends of the recording tape, a condition referred to as creep. Not only will creep manifest itself as an absence of program material or a dropout; but now with the parted joint in the recording tape, the exposed portion of adhesive causes the additional problems cited above in the discussion of ooze. This, then, is why a properly designed splicing tape does not feel very sticky.
Force Magnetic Tape Backing Coating Adhesive Backing Force Magnetic Tape Force Backing Coating Adhesive Force Backing
(A) Shear adhesion (creep). (B) ASTM adhesion (peel-back) .
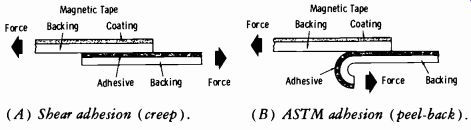
Fig. 13-23. Shear and peel-back adhesion.
Having defined some of the terms, we are now ready to examine the splice itself. There are several variations in splice geometry from which one can select the combination best suited to the conditions of use. These include the size of the spliced area and the angle at which the tape ends meet each other.
Initially, it would be well to discuss the length of a splice and the effect it will have on strength. The length of a splice is dictated, basically, by the amount of curvature it will have to sustain in its path from reel to reel (Fig. 13-24A). When the recording tape passes around the sharply curved surface of a guide as pictured in Fig. 13-24B, there is a tendency for the leading edge of the splicing tape to continue in its original direction. It is, in effect, attempting to peel itself away from the recording tape. In this case, the applicable adhesive parameter is peel-back or ASTM adhesion.
With a given splicing tape, the amount of peel-back is decided in manufacture and, of course, is constant. The length of the splice has no effect on the tendency to peel but is important for another reason.
Long Splice Short Splice (A) Splice length. (B) Bend radius.
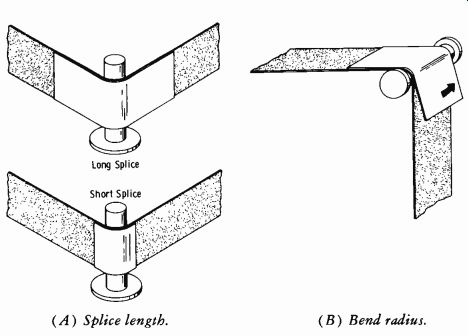
Fig. 13-24. Splice length and bend radius.
As shown in Fig. 13-25, a short splice may tend to loosen when subjected to a tight bend, because the area of peel may extend far enough into the tape bond to completely free one end of the recording tape. A longer splice will exhibit the same amount of peel, but the area of peel in this case does not extend all the way to the recording-tape junction. The bond at the junction is essentially undisturbed, and the splice passes the guide success fully. Of course, once the spliced area is wound on the take-up reel, the leading edge of the splicing tape that tended to peel is re-secured to the re-cording tape by the pressure of the succeeding wraps as they are wound onto the take-up reel. While it is impossible to assign a set of definite numerical values, generally speaking, use a long-length splice if small-radius bends or turns are expected.
As mentioned earlier, the tendency to creep is dependent on the shear strength of the splicing-tape adhesive. The force that opposes this shear strength is, of course, the amount of tension the tape encounters on the transport and while wound on the reel during storage. The amount of shear strength is constant for a given splicing tape. If the splice is subjected to a constant tension, the important variable affecting creep is then the area of the bond. The larger the bonded area, the better will be the creep resistance.
Loosened Area
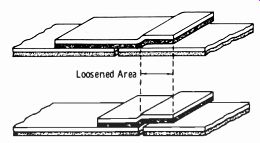
Fig. 13-25. Enlarged view of loosened splice.
A splicing tape with poor adhesive shear strength could be used if the area of the splice were greatly increased. Since the width dimension is limited by the recording tape, the area could only be increased by additional length. Since the program material may drop in level as much as 4 dB in the area of the bond because of the change in flexibility, the shorter the splice, the less disturbance there will be during playback. It is, therefore, important that the splicing tape chosen for use have high adhesive shear strength so that the spliced length can be kept short.
Much has been said and written about using splicing tape that is the same width as the recording tape and that which is somewhat narrower.
It would be well to examine some of the variables and draw some conclusions.
(A) Full width, proper trim. (B) Full width, poor trim. (C) Full width, undercut at edges. (D) Underwidth splicing tape.
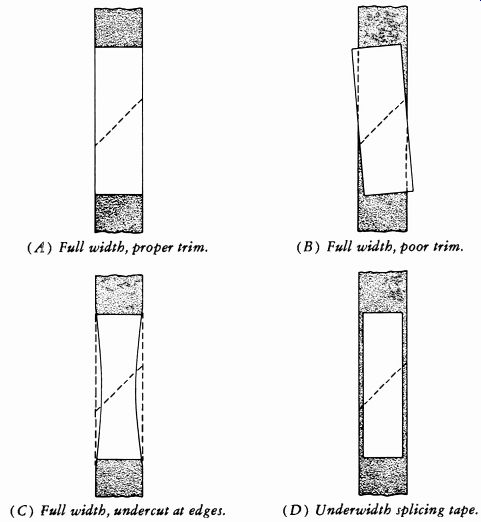
Fig. 13-26. Splicing widths.
When the full-width splicing method (Fig. 13-26A) is used, care must be taken to trim the splicing tape exactly at the edges of the recording tape.
If the splicing tape is poorly trimmed ( Fig. 13-26B) , overhanging adhesive-coated splicing tape is apt to adhere to an adjacent layer on the reel, causing a problem similar to that encountered with ooze. Even though some splicing jigs are designed to cut an arc into each side of the splice (Fig. 13-26C) to insure against the possibility of overhang, this does not completely eliminate the chances of some adhesive oozing out of the edges.
Fig. 13-26D illustr
ates a splicing tape somewhat narrower than the tape to be spliced. This technique offers a number of advantages with no apparent disadvantages. Since the splicing tape does not extend to the edges of the recording tape, overlap is no longer a problem. A simple splicing jig can be used because there is no need to undercut the spliced area in an hour-glass configuration. Notice that the use of a somewhat narrower splicing tape does not appreciably sacrifice the overall bonding area when compared to full-width splicing tape that has been undercut.
In conclusion, let us examine the preparation of recording tape prior to the actual application of the splicing tape. The most desirable method is to cut the recording tape to be spliced at an angle of 45° to 60°, measured with respect to the tape edge. As the angle increases above 60° toward a perpendicular cut, the amount of electrical disturbance is increased because the head sees the discontinuity at the junction as an abrupt change. The shallower the angle, the less will be the amount of disturbance. But, as the angle is decreased below 45°, the pointed corners of the recording tape become vulnerable to being peeled back or de-bonded.
Regardless of the type of splice used, the first and possibly the most important consideration is cleanliness. The hands should be free of all dirt, dust, and oils, as one fingerprint on the oxide can drop the output several decibels. Also, contamination of the recording-tape backing or the adhesive of the splicing tape will usually reduce the strength of the bond between the two and can result in premature failure. After the recording tape is placed carefully in a splicing jig, it should be cut as carefully as possible, using a sharp, demagnetized razor blade. When handling pressure-sensitive splicing tape, take care not to handle the adhesive more than is necessary.
After carefully laying the splicing tape down so as not to disturb the alignment of the splice, rub a finger over the tape to promote intimate contact between the two pieces. Then to remove the air pockets, use the flat of the fingernail. The selection of the proper splicing tape and the use of correct splicing techniques will insure a clean, long-lasting splice with no audible discontinuities.
13-10. FIELD EQUIPMENT
Preventive maintenance on field equipment is normally performed at the studio. Some of the larger stations that are heavily engaged in remotes employ a remote crew or field department.
The field department is concerned with a very important task, the job of properly carrying delicate broadcast equipment outside the studio and reaching the remote point without the necessity of any major maintenance work to be done on arriving. Microphones in particular must be firmly packed in such a manner that they do not roll around inside the case, and they must be protected against heavy physical shocks.
Field-department engineers almost unanimously prefer microphone cords that are detachable at the head of the microphone. This allows extremely firm packing of the individual microphone head between soft felt covers or rubber knee pads, without worrying about excessive bends of the cord where it enters the microphone housing.
Equipment-transporting facilities sometimes have an elaborate design for ease in the handling of a large amount of delicate equipment. A typical transportation trunk has several drawers with sponge-rubber-lined compartments for microphones. The other half of this trunk is arranged for the purpose of holding stand bases and shanks. A smaller trunk accommodates amplifiers, battery boxes, long ac and microphone extension cords, etc.
Extra drawers accommodate tools and miscellaneous items.
Most modern remote-control amplifiers are conveniently packaged transistorized units that provide sufficient amplification to raise microphone outputs to a level ample for telephone-line transmission to the studio. They also include complete monitoring and cuing facilities. Usually either batteries or a self-contained ac power supply are employed; many units have an automatic switchover from ac to battery power in case of a power failure.
All field equipment should be inspected periodically for tightness of connections and general physical condition. Follow the precautions given previously when servicing transistor circuitry. Clean the faders and switches on a regular schedule depending on frequency of usage, and always before taking the unit to a remote location after long storage.
Motors and generators are often used in mobile units and as standby power sources at transmitters. The maintenance of these units is covered in Section 14.
13-11. TWO-WAY RADIO EQUIPMENT
Two-way radio is used for communication between the news room and mobile units for on-the-spot newsbreaks, and for the actual broadcast of news or special events. Each installation consists of a transmitter and a receiver. At the base station, the transmitter normally operates from ac power and has an rf power output of from 30 to 250 watts (approximately) . The mobile transmitter averages 5 to 80 watts output and runs on 6- or 12-volt battery power. The receivers are usually tuned for a single frequency, use single- or double-conversion superheterodyne circuits with crystal control of the conversion oscillators, and have a selectivity of 20 to 40 kHz. The sensitivity is usually 1µV or less, and a squelch circuit is used to quiet the loudspeaker in the absence of a signal.
The following is a summary of the FCC mobile-service maintenance requirements. Caution: Always check a current copy of the FCC Rules and Regulations.
A. Frequency Check--The frequency must be checked when the transmitter is initially installed, whenever a transmitter change is made which would affect carrier frequency or stability, and at intervals not to exceed one year when the transmitter is crystal controlled or at intervals not to exceed one month when it is not crystal controlled.
This frequency check must determine if the frequency is within the percentage tolerance specified by the station license. Tolerances range from 0.02 to 0.0005 percent.
B. Modulation Check-A modulation check must be made when the transmitter is installed, whenever a change is made that might alter the modulation characteristics, and at intervals not to exceed one year. This must determine that the modulation does not exceed the FCC limits, which are: more than 70 percent but less than 100 percent (on negative peaks) for AM transmitters; not to exceed from a 5-kHz to a 15-kHz swing, plus or minus, from the center frequency in fm transmitters.
C. Plate Power-Input Check-The plate power input of the output tube of the transmitter must be measured when the transmitter is in stalled, whenever a change is made that might change the power output, and at intervals not to exceed one year. The power must be within the tolerances permitted by the FCC.
The station normally uses tube testers, rf signal generators, vtvm's, and vom's in regular maintenance. Additional equipment required for two-way radio maintenance includes the following:
1. Dummy RF Load-With a dummy load, the transmitter can be operated at normal input and output without transmitting a signal be yond the shop. (The FCC requires that mobile units be measured under load conditions equivalent to actual operating conditions.) You can make this dummy load, or you can find several moderately priced ones (sometimes called dummy antennas) at most radio-parts distributors.
2. Grid-Dip Meter-The grid-dip meter is handy for checking the resonant frequencies of tuned circuits without applying power to the equipment. It is also convenient for determining the approximate output frequency of the various multiplifier and amplifier stages in transmitters and for checking conversion oscillators in receivers.
3. FM Modulation Meter-The fm modulation meter must measure the fm deviation, plus or minus, from the center frequency of the transmitter. Frequency-modulated transmitters in these services operate on frequencies from 25 to 500 MHz. Since the FCC regulations say the maximum modulation deviation shall not exceed a certain limit, the meter should respond to actual voice peaks, not just to average or sine-wave modulation.
4. Frequency Metes-The frequency meter must show whether or not a transmitter carrier frequency is within the tolerance specified in the station license.
5. AM Modulation Mete-r-An AM modulation meter may not be needed, because the vast majority of transmitters in these services use frequency modulation.
As noted previously in the FCC requirements, the frequency, modulation, and plate power input must be measured at specified intervals. Many broad cast stations assign these measurements to independent mobile-service organizations, either on a time-plus-parts basis as the need arises, or on a con tract basis. However, with the significant growth of mobile relay use in am-fm broadcasting, some stations prefer to invest in the equipment necessary to allow these measurements to be performed by the engineering department.
Examples of Equipment Fig. 13-27A illustrates an fm modulation meter. The tuning range is 25 to 500 MHz (20-1 spread) without changing coils or switching. The placement of the monitor may be from 10 to 2000 feet from the transmitter, depending on the field strength and frequency. The relative field strengths of different transmitters, or of the same transmitter with different adjustments, are indicated. The operation is as follows:
1. Rotate the tuning control (with selector switch in "Tune Max" position) for maximum deflection of the "Peak kHz" meter on the right.
Full scale may be set for either 12.5 kHz or 25 kHz.
2. Flip the selector switch to the "Tune Zero" position, and check for zero deflection of the meter. A slight adjustment of the vernier-tuning disc may be required to produce zero deflection.
3. Reset the switch to the "Modulation" position. Modulate the transmitter with the desired voice or tone, and the peak fm deviation in either the positive or negative direction (as determined by a polarity switch) is indicated on the meter.
A built-in speaker permits aural monitoring and can be used as an aid in tuning and for communication with the transmitter being monitored. A cro connection is also provided. Thus a three-way check is obtained on transmitter modulation: aural, visual display of waveshape, and meter indication of peak deviation.
Fig. 13-27. Equipment for two-way radio transmitter maintenance. (A) Fm modulation meter. (B) Frequency meter. Courtesy Lampkin Laboratories, Inc.
The instrument just described indicates modulation swing only; it does not measure center frequency. A micrometer frequency meter (Fig. 13-27B) built by the same manufacturer is used for measuring carrier frequency. The procedure in the measurement is first to standardize the dial calibration either by means of WWV transmissions or against the internal crystal in the instrument. Then with headphones on, turn the dial for zero beat with the transmitter during a period of no modulation. Take the reading, and with the chart supplied convert this reading to the actual deviation from the assigned frequency. The result can be compared directly with the percentage tolerance allowed by the FCC.
The Motorola Motrac mobile fm two-way radio (Fig. 13-28) houses in one unit a transmitter of 25, 60, or 80 watts rf power output along with a fully transistorized receiver and power supply. The primary power is sup plied by a 6-, 12-, or 24-volt battery.
The receivers include rf pre-selection tuned for maximum interference rejection. The carrier-squelch models include a noise-actuated squelch circuit consisting of a noise limiter, a noise detector, and a dc control stage (switching circuit) to cut off the audio amplifier. This eliminates noise otherwise heard in the speaker during the intervals between received messages.
The transmitters of the dual-squelch Private Line models are modulated by a continuous sub-audio-frequency tone signal in addition to the voice modulation. The receivers accept only correctly tone-modulated signals and reject all others when the PL switch is in the on position. Several Private-
Line networks can use the same rf carrier frequency in the same area when each network uses a different Private-Line tone frequency.
Courtesy Motorola, Inc.
Fig. 13-28. A mobile transmitter-receiver.
Dual-squelch Private-Line models also include noise-actuated squelch circuitry as previously described for carrier-squelch models. This enables the operator to monitor the channel before transmissions (PL switch in off position) and prevent interference with other users of the frequency.
The squelch control is not used in the Private-Line operation, and the setting of it does not affect the Private-Line circuit. In carrier (noise actuated) squelch operation, however, it must be set for proper operation.
In dual-squelch Private-Line models, the Private-Line circuit is operative at all times. The PL-ON-OFF switch on the control head places the noise actuated squelch circuit in or out of operation.
The fully transistorized power supplies use long-life transistors instead of vibrator units. Vibrator replacement costs are eliminated, and at the same time the overall operation is improved. Silicon-diode rectifiers provide the greatest efficiency. All operating voltages for the transmitter are provided by the power supply. Heat sinks along the sides of the housing surround the power-supply transistors.
A netting switch in the Motrac radio equipment allows a rapid check and adjustment of receiver and transmitter frequencies. Pressing this switch causes the receiver and transmitter to function simultaneously. If one of the two units is known to be on frequency, the oscillator of the other may then be adjusted with a minimum of test equipment.
The radio-set housing can be mounted either under the vehicle dash board or in the trunk. The same drawer assembly, including the transmitter, receiver, and power supply, slides into the housing of either type of installation. In mobile-radio fleets where both dash-mount and trunk-mount installations are used, this design provides a full flexibility in exchanging radio sets between vehicles. Trunk-mounted radio sets are remotely con trolled by means of a dash-mounted control head.
The microphone used with the Motrac radio set is a palm-type, dynamic microphone with a transistorized preamplifier. The microphone has a 12-
inch tinsel coiled cord and a four-pin connector for plugging into the receptacle on the control head.
Two-Way-Radio Maintenance Motorola, Inc. suggests the following outline as a basic guide in maintaining two-way radio systems.
The two phases of maintenance are preventive-maintenance measures and repair of the equipment when it breaks down. Preventive maintenance is performed on equipment to insure a good working condition so that breakdowns and needless interruptions in service will be kept at a minimum. Preventive measures include visual inspection of electrical and mechanical parts, periodic cleaning, and lubrication. These techniques can be performed with a minimum of equipment and effort. Potential failures can often be spotted and corrected before they have a chance to occur.
Systematic recording of meter readings and the observation of performance characteristics also aid in the prevention of failures. A comparison of data taken on equipment at regular intervals may reveal slow, progressive drifts that may be too small to appear significantly in one test. Any marked variations in the regularly obtained data should be regarded as a sign of an approaching failure and investigated promptly.
Table 13-1 is part of the regular preventive maintenance procedure.
These procedures should be performed at least as often as recommended.
Under adverse conditions, such procedures as cleaning and inspection for signs of deterioration of exposed components should be performed more often. The following procedures should be followed for the specific items indicated.
Fuses-Fuses, sometimes even when new, may have too much resistance.
Check them, and replace them if the voltage drop across the fuse exceeds 0.1 volt.
Fuse Holders-Fuse holders also lose their temper because of the heat resulting from a poor contact. Acid causes corrosion. An accumulation of oil and dirt increases the contact resistance. The remedial action is to clean the contacts, tighten, or replace them.
==============
Table 13-1. Routine Maintenance Check Chart
What to Check What to Look For
Remedy 1 WEEKLY
1. Cabinet Dirt or moisture collected on Remove loose dust and dirt with and chassis equipment. a soft brush or blower; remove dirt and grease which adheres to the chassis and parts with a brush or cloth moistened with a cleaning solution. Wipe gently with a clean soft cloth such as cheese cloth.
2. General Rust and corrosion on parts and Use No. 0003 sandpaper to re condition of wiring, loose connections, frayed move rust and corrosion. Do not equipment or burned insulation, loose screws, or charred resistors and use steel wool or emery cloth, since minute particles frequently coils. enter the equipment and cause harmful internal shorting or grounding of circuits. Use paint which is authorized and consistent with existing regulations to touch up bared surfaces.
3. Controls
Binding, scraping, excessive Replace if necessary. Tighten looseness, misalignment, or positive action.
any loose knobs or controls.
4. Plug-in
Proper seating of readily ac-
Replace if necessary.
items cessible plug-in items such as plug-in type transformers.
5. Cables Cuts, breaks, fraying, deterioration, kinks, or strains.
Repair or replace if necessary.
6. Connectors Loose connections and bent or Straighten all bent contacts. Re-
broken contacts. place if contacts are broken.
7. Pilot-light Looseness, broken lenses, or Replace if necessary.
assemblies burned out bulbs.
8. Dust covers Check to see that all protective Properly position and fasten dust covers are in place. securely.
9. Meters Damaged glass, broken cases or bent needles.
Replace if necessary.
10. Antenna- Check for tension. Tighten all guy wires for equal tower tension on each corner.
guy wires (if used) 11. Mountings Loose components and cases, rack Tighten screws, bolts, and nuts and mounts, antenna mounts, shock carefully. Fittings tightened be-
connections mounts, coaxial cables, and cable yond the pressure for which they connections. are designed will be damaged or broken.
12. Power
- Proper power-supply voltages by
Check each voltage on transmitter and receiver to determine voltages
supply observing indications on the appropriate meters.
that the power-supply voltages are correct.
----------
What to Check What to Look For Remedy
MONTHLY
1. Tubes Loose envelopes, cracked sockets, insufficient spring tension. Low emission of receiver-type tubes.
Replace all defective tubes.
2. Terminal Loose connections, cracks, or Replace if necessary.
boards breaks.
3. Trans formers, chokes, potentiometers Signs of overheating. Replace if necessary.
4. Electrical connections Loose connections, terminals, etc. Tighten all electrical connections, terminal strips, etc. Do not tighten beyond the pressure for which they are designed.
5 Capacitors Leaks, bulges, or discoloration. Replace if defective.
Inspect variable capacitors for dirt, moisture, misalignment of plates, and loose mounting.
6. Resistors Cracks, chipping, blistering, discoloration, or moisture.
Replace if defective.
7. Switches Poor operation, arcing, or corroded contacts.
Repair or replace if necessary.
==============
Primary Power Sources--Primary voltages are always suspected in ac circuits, since they can often be too high as well as too low. In some cases, an application of voltage regulators may be necessary. Loose connections on fuses occur even in ac circuits. Check for hot fuses and connections. The primary power sources should be the first check point in preventive maintenance procedures and should be checked periodically.
Unit Assemblages-Unit assemblages include the transmitter, receiver, power supply, and associated units. Very few adjustments need to be made regularly in the transmitter and receiver. To catch a maximum number of impending troubles in unit assemblages, the technician must use his eyes, his ears, his sense of touch, and meter measurements, as well as his good judgment and past experience. Basically four types of observations are required:
1. Listening Tests-An experienced technician can often detect warnings of impending trouble by noting the audio quality, the noise background, and the squelch operation with respect to the settings of the volume and squelch controls. He will come to know the normal signal level he should obtain at given locations with selected stations in a particular system. Degradation of performance will be immediately apparent to the technician who checks the set periodically, whereas the steady operator may become accustomed to a gradual decline.
2. Visual Inspections-Check for loose bolts, screws, and clamps; worn microphone cords; burned-out pilot lights; arcing conditions at any point in the equipment; loose or broken components; burned resistors; or loose connections. A good visual inspection not only means quick location of the trouble source, but also may prevent more serious trouble from developing.
3. Touch Tests-The sense of touch is a good detector of improper temperature conditions. Fuses, fuse holders, crystal ovens, transformers, and relay coils that are too hot indicate possible trouble sources. Also, cold crystal ovens (except for non-heated crystals), tubes, or resistors that should normally be warm are probably in trouble. Such tests are quick and should be made often. WARNING: When making touch tests of the equipment, the technician should be extremely careful, since high voltages are present at all times. Extreme caution must be employed to avoid hazardous electrical shocks. Even after the ac power is disconnected from the equipment, short the high-voltage components to the chassis ground by means of a screwdriver with an insulated handle.
4. Meter Measurements-Actual measurements of voltages, grid and plate currents, power output, and frequency deviation have no substitute; their meaning is definite. Experience will indicate to what degree variations in these measurements may be tolerated.
Antenna Systems-Visual checks of antennas, tower lights, antenna-mounting devices, cables, and connectors should be made periodically, as should meter checks for open or shorted lines or high standing-wave ratios.
Remember that the antenna must efficiently radiate the power developed in the transmitter and also transfer to the receiver the minute voltages received from the distant transmitter. Failure of the antenna line is a failure of the entire communications system.
Netting-Netting of receivers and transmitters in any system is more important than is usually realized. The term netting means that all receivers and transmitters in a given system are aligned to the same frequency. With modern selectivity requirements, it is necessary more than ever to tune every receiver exactly to the station it must receive. Careful netting of all units in an integrated system to the correct frequency is a first-order requirement of any communications system and will eliminate a prime cause of poor system performance.
Transmitter Deviation Checks of transmitter deviation will also improve poor system operation. The technician should be sure that his transmitters are swinging through the entire deviation range, since under-deviation does not utilize all the advantages of frequency modulation.
Adjustments-A good rule to follow is to check performance frequently and make adjustments only when actual tests and measurements show improper operation. Do not make any unit adjustments without meters and signals to indicate the actual conditions.
Finishes-When the finish on the components has been badly scarred or damaged, rust and corrosion can be prevented by touching up the bared surfaces. Use No. 0000 sandpaper to clean the surface down to the bare metal; obtain a bright smooth finish. Use paint which is authorized and consistent with the existing regulations for touching up bared surfaces.
CAUTION: Do not use steel wool or emery cloth. When these materials are used, minute particles frequently enter the equipment and cause harmful internal shorting or grounding of circuits.
Tagging of Leads-Tagging of leads is essential to insure that correct rewiring will be made when a part is replaced. Before unsoldering any leads, tie together the leads that are attached to each part. Use small tags or short pieces of adhesive tape to identify all wires in accordance with their actual connections. Identify every lead that is to be removed.
Parts Replacement-When damaged parts must be replaced, identical parts should be used. If the identical replacement is not available, check the parts list for the proper part number. If substitutions must be made immediately, it is recommended to replace the substitutions as soon as the proper replacement part is available. Even the substituted part must have identical electrical properties and must have equal or higher voltage and current ratings.
Parts Relocation--Relocation of a substituted part may cause hum or other interference and is not recommended.
Parts Mounting--Mount the new or repaired part in the same mounting as that formerly used for the defective part. Fasten all mountings securely.
Soldering-Before soldering any connections, carefully scrape all parts to be soldered until all traces of rust, corrosion, paint, or varnish are removed.
Dust the scraped parts with a small, clean brush. Tin all surfaces to be soldered. To obtain sufficient mechanical support, wrap the wire around the lug to be soldered. Solder the connection, using a minimum amount of solder with sufficient heat to make the solder flow evenly around the tinned surface.
Maintenance Program-A good preventive maintenance program re quires a complete system check at least every three months. In a general way, the following items should be part of any preventive maintenance routine.
A. Clean and dust thoroughly.
B. Check primary voltage circuits.
C. Measure all required B+ voltages.
D. Measure power output of transmitters.
E. Measure sensitivity of receivers.
F. Check meter readings at the metering positions of transmitters and receivers.
G. Check audio output of receivers and audio input to transmitters.
H. Check dc control voltages at control panels.
I. Check operation of all relays, and clean relay contacts.
J. Measure frequency and deviation of transmitters.
K. Check and adjust frequency netting of the entire system.
L. Check all accessories such as cables, microphones, pilot lights, etc.
M. Check the antenna system, and clean antenna of any dirt or corrosion.
N. Check telephone lines, ac line, and antenna coaxial lines.
O. Check and adjust remote-control levels.
P. Check power-supply output voltages.
Q. Actually make an operational listening test of transmission and reception.
R. Keep individual records for each unit.
Fig. 13-29. Example of maintenance schedule form.
13-12. PREVENTIVE-MAINTENANCE SCHEDULES
No specific maintenance schedule can be devised to apply to all stations, even for stations of the same size. Therefore the treatment given here is on a broad, general base from which any preventive-maintenance schedule involving specific and special considerations can be drawn.
Preventive-maintenance man-hours for the average am-fm installation total about 16 per week-about 8 for the studio and 8 for the transmitter (s) . This obviously varies with the extent and nature of the installation.
In general, preventive maintenance consists of the following procedures:
inspect (I) , clean (C) , tighten (T) , lubricate (L) , tube check (TC) , spot-proof (SP) , and FCC station proof (P) . The latter involves measurement of overall performance from the studio microphone input to the transmitter output and is described in Section 14.
It is most convenient to draw up a form which can be easily reproduced, (such as that shown for a monthly sheet in Fig. 13-29 ) . Five vertical spaces should be provided to allow for the months in which five week-starting dates occur. This is the master sheet which the chief engineer or maintenance supervisor fills in for schedule reference for each month. A schedule number refers to the specific check-off sheet or card that lists the maintenance steps for a particular type of equipment.
In the case of turntables, the manufacturer's lubrication points should be noted, along with the type of lubricant. For special instructions, the instruction-book number and page should be listed.
For tape recorders, some additional items are head-alignment checks and the tests. The heads should be cleaned and degaussed daily, and the capstan and pinch roller should be cleaned daily also.
Tube checks of each unit should be made about every 90 days. It is more convenient (and most rapid) simply to use the GOOD-?-BAD scale, since this normally automatically indicates a 75-percent reduction in transconductance. In addition, check for shorts and gas. Check voltage regulators (gas type) for firing voltage and regulation range.
In addition to the 90-day tube checks, it is good engineering practice to run spot proofs on studio sections with the noise and distortion meter at the same intervals. Some tubes will invariably be found to be unsatisfactory in their noise or distortion characteristics regardless of the tube-checker indications.
With the increasing use of transistorized equipment, spot proofing is assuming a greater importance than ever before. This will reveal any further maintenance necessary on the transistor amplifiers and is obviously much less time consuming than checking transistors.
The overall FCC proof of performance should be run at least once each year. Both the station and personnel will benefit if such a proof is run more often.
13-13. INTERMODULATION DISTORTION
As mentioned previously, the FCC specifies that harmonic distortion must be measured in broadcast proof-of-performance checks. With the strong interest in stereo and high-fidelity broadcasts in modern fm practice, some stations are more thoroughly investigating the use of the intermodulation distortion meter in order to maintain a tighter control over quality as it is actually judged by the ear. It has already been mentioned that the distortion characteristics of a disc pickup cartridge are most accurately specified in terms of intermodulation-distortion characteristics.
Fig. 13-30 illustrates an intermodulation meter manufactured by the Audio Instrument Co. The following description appears through their courtesy.
Why Measure Intermodulation?
In comparing the two leading methods of measurement, they may be judged by their likeness to the actual conditions of system use, by comparative listening tests, or by a mathematical analysis of the theory. Conditions for the harmonic method of measurement bear small relation to actual practice. Program material is typically complex in nature, and the distortion effects parallel those produced by the two tones of the intermodulation method. If harmonic distortion is low and intermodulation high, then a solo instrument will sound all right, but a full orchestra at the same audio level will sound muddy and distorted.
It is sometimes stated that intermodulation and harmonic distortion are interrelated in a 4:1 ratio, but actually there is no simple mathematical relationship between the two types of distortion. Hence, it is not ordinarily practical to calculate the intermodulation distortion from the harmonic-distortion data of an actual system.
Listening tests show that whereas harmonic readings bear little or no relation to the opinion of the ear, intermodulation readings correlate very reliably. This is why the intermodulation method has been used by the motion-picture industry for many years. The high-fidelity industry has had similar experience.
Courtesy Audio Instrument Co.
Fig. 13-30. An intermodulation-distortion meter.
Operation
The two-tone signal is generated by mixing the output of a low-distortion oscillator with a well-filtered 60-Hz tone from a transformer. The mixing is done in a bridge circuit that prevents interaction between the two sources and thus prevents false intermodulation. The output of the bridge passes through a constant-impedance attenuator for the adjustment of the intensity of the mixed tone, and the attenuated output appears at the OSC OUT posts (Fig. 13-31A).
By throwing the LF toggle switch to Ext and connecting the oscillator to the binding posts at the switch, the 60 Hz from the transformer may be re placed by a tone from an external audio oscillator. This is often desirable when a new design is being checked in the laboratory for the first time.
One side of the external if circuit is grounded.
(A) Signal-generating section.
(B) Analyzer section.
(C) Vacuum-tube voltmeter.
Fig. 13-31. Block diagrams of sections of Audio Instrument Co. intermodulation distortion meter.
The three fixed high frequencies from the high-frequency oscillator may be replaced by a tone from an external audio oscillator by throwing the HF toggle switch to Ext and connecting the oscillator to the binding posts at
the switch. This is seldom necessary. The external oscillator for this specific circuit must be ungrounded. If the available oscillator has a ground on one side of its output circuit, it is possible to interpose an isolating transformer (usually 600:600 ohms) between the oscillator output and the mixing-circuit input.
The two signals which form the two-tone combination may be equal in intensity (1:1 ratio) , or the low-frequency tone may have four times the intensity of the high-frequency tone (4:1 ratio) . The change in the ratio is accomplished by inserting a 12-dB pad between the high-frequency oscillator and the mixing bridge following the circuit point at which the calibrating voltmeter is connected. Thus regardless of whether the ratio is 4:1 or 1:1, the calibrating voltmeter should read the same whether it is measuring the low-frequency or the high-frequency input to the bridge.
The two-tone signal passes from the OSC OUT terminals to the input of the amplifier or recorder under test. The intensity of the input is controlled by the adjustable attenuator at the output of the bridge. This attenuator is the constant-impedance type so that its adjustment will not unbalance the bridge and allow leakage of one tone into the other source. This would produce intermodulation.
If the audio system under test has distortion, the low-frequency tone will modulate the high-frequency tone. The degree of this modulation is measured in the analyzer section of the meter (Fig. 13-31B) .
The output of the system under test is fed to the AN IN binding posts.
The amount of the signal fed to the following circuits is regulated by the AN IN potentiometer, which feeds a cathode follower.
The output of the cathode follower consists of an amplified replica of the input, i.e., a low-frequency tone and a high-frequency tone. The low frequency tone is removed, and the high-frequency tone is inspected for modulation. The first step is to pass the mixed-tone signal through a high pass filter, which removes the low-frequency tone and passes the high-frequency tone without changing it. The latter passes through an amplifier and a full-wave rectifier, whose output consists of the rectified high-frequency tone and low frequencies corresponding to the modulation.
A low-pass filter removes the rectified high-frequency tone, and the low-frequency tones (which are a replica of the intermodulation distortion) are measured by a vacuum-tube voltmeter with its associated potentiometer network for range changing.
In order to standardize the voltage level at the rectifier, the rectified current is measured by a dc milliammeter, which reads the carrier level. To minimize cost, the panel meter is used in two roles. First, it is used to indicate carrier level as the latter is adjusted by means of the AN IN potentiometer. Second, it is shifted to the vacuum-tube voltmeter circuit, where it reads the percentage of distortion.
The vacuum-tube voltmeter (Fig. 13-31C) can be used separately to measure the voltage at the AN IN binding posts. The voltage passes from AN IN, via the switch, directly to the precision, adjustable, range-change potentiometer network; the output of the network is measured by a vacuum-tube voltmeter, which consists of an amplifier, a germanium rectifier, and a milliammeter. When the vtvm is used to measure distortion, the range-change network is switched to the output of the low-pass filter.
If the intermodulation meter feeds directly into the amplifier grid circuit, load the OSC OUT terminals with a 600-ohm, 1/2-watt resistor (Fig. 13 32A). If the amplifier has a transformer at the input, isolating and matching pads are most convenient, since they present 600 ohms to the meter and the appropriate output impedance to the amplifier under test (Fig. 13 32B). The resistance values in Fig. 13-32B are given in ohms; the first number is the calculated value, and the number in parentheses is the nearest standard EIA value.
With a 30- to 50-ohm amplifier input impedance, less loss will be introduced if a 600-ohm pad ( the first pad in the table) is used followed by a suitable matching transformer.
Setting Up Connect the signal-generator output terminals ( osc OUT) to the input of the amplifier or system under test. Be sure that the signal-generator output is terminated by 600 ohms; if it is to feed an unloaded transformer or a high-impedance grid circuit, connect 600 ohms across the osc OUT posts, or use a pad. Note that one side of the signal-generator output circuit ( the lower terminal) is grounded.
(A) Meter feeds directly into amplifier grid circuit.
(8) Meter connected through isolating and matching pad.
Fig. 13-32. Method of connecting intermodulation meter to amplifier.
Connect the analyzer-input terminals (AN IN) to the output of the amplifier or system under test. The analyzer-input impedance is about 1/2 meg ohm and may be bridged across most circuits without affecting their operation. One side of the input is grounded, and it is necessary to use an isolating transformer (usually 1:1 ratio) between the equipment and AN IN if the output circuit of the equipment under test has a grounded center tap. In any case, be sure to connect a load resistor of the proper value across the amplifier output. If the amplifier uses a great deal of negative feedback, it may occasionally be desirable to substitute a speaker for the load resistor in order to check the effect of an inductive load, or to bridge a capacitor across the load resistor to test the effect of a speaker dividing network.
If the equipment under test does not have one side of its input circuit grounded internally, it is desirable to ground the G post of the OSC OUT terminals. This avoids any tendency toward system oscillation. Allow the equipment to warm up for at least 5 minutes before use.
Although it has been common practice to test for low-frequency and high-frequency overload of an amplifier simultaneously, the result is often difficult to interpret. The following instructions have therefore been de signed to test low- and high-frequency performance separately. Thus the cause of the trouble, if any, can be more clearly identified.
Measuring Low-Frequency Distortion To measure low-frequency distortion, proceed as follows:
1. Set ratio switch to 4:1.
Set HF switch to Int.
Set LF switch to Int.
Set frequency switch to 2 kHz.
Set LF control ( for internal 60 Hz voltage) fully counterclockwise.
Set output and input controls fully counterclockwise.
Set CHECK-CAL-% switch to Check HF.
2. Read high-frequency voltage on meter.
Set same switch to Check LF, and adjust LF control until same voltage reading is produced as in previous step.
3. Set CHECK-CAL-% switch to V.
Set meter range to the proper point on Volts arc of scale for desired system output voltage.
Turn OSC OUT control until system under test produces desired output voltage.
4. Set CHECK-CAL-% switch to Cal.
Set meter range to 30% IM, or a lower IM range if desired.
Turn AN IN control until meter reads full scale.
Set CHECK-CAL-% switch to %.
Turn meter range switch to proper point on % IM arc of scale for a suitable meter reading.
Using External Low-Frequency Source To use an external low-frequency source, use the following procedure:
1. Set LF control fully counterclockwise.
Turn LF switch to Ext.
Connect an oscillator (capable of delivering at least 10 volts across 600 ohms) to the EXT LF terminals. Any frequency from 20 to 200 Hz may be used with Model 168 or from 20 to 400 Hz with Model 168D.
2. Adjust the low-frequency voltage to the same value as the high-frequency voltage, as in step 2 in the previous section. However, adjust the low-frequency voltage by the output control of the external oscillator instead of by the meter-panel LF knob (which is now inoperative) .
Measuring High-Frequency Distortion To measure high-frequency distortion, proceed as follows:
1. Set ratio switch to 1:1.
Set frequency switch to 7 kHz or 12 kHz.
An internal 60-Hz source may be used, but an external oscillator providing 100 or 150 Hz is preferable.
2. Operate as in measuring low-frequency distortion.
Using External High-Frequency Source To use an external high-frequency source, proceed as follows:
1. Set HF switch to Ext.
Connect an oscillator capable of delivering at least 10 volts across 600 ohms to the EXT HF terminals. Any frequency from 2 to 20 kHz may be used. If the oscillator does not have both sides of its output circuit ungrounded, use a 600-ohm/600-ohm isolating transformer between the oscillator and the EXT HF terminals.
2. Operate as in the two previous sections.
Analyzing Distortion With Oscilloscope An oscilloscope may be used to analyze distortion as follows:
1. Connext EXT SYNC post on oscilloscope to top EXT LF terminal, and turn oscilloscope sync selector to Ext Sync.
Connect y-axis terminals of oscilloscope to EXT LF terminals temporarily.
Set oscilloscope sweep and sync adjustments to show one low-frequency cycle on the screen.
2. Transfer y-axis terminal connections to SCOPE A terminals of meter.
The oscilloscope will then show the high-frequency signal as it varies during one cycle of low frequency. If there is intermodulation, the high-frequency signal will be changed in amplitude during part of the low-frequency cycle. Analyze for distortion causes as covered in the next section. Alternately, the scope may be connected to the SCOPE E terminals.
Distortion Patterns In the adjustment of an amplifier, every oscilloscope pattern has a meaning. A perfect unit would have a rectangular, notch-free pattern on the scope screen. The presence of one or more notches or bulges is a sign of intermodulation. The following remarks are based on using the SCOPE A terminals.
A typical pattern for a single-ended amplifier is shown in Fig. 13-33A.
The notches may be at either the left or right side of the pattern, depending on the number of stages in the amplifier under test and in the oscilloscope deflection amplifier, and depending on the polarity of the oscilloscope sync circuit when it is in the external-sync position. The deeper the notches, the worse is the modulation.
The effect of insufficient bias in a single-ended stage is shown in Fig. 13-33B. Note the narrow additional notches at one side.
-----------------
(A) Single-ended stage.
Í II (B) Under-biased single-ended stage.
Bright Line II (C) Push-pull stage with (D) Push-pull stage, kink in good adjustment. transfer characteristic.
(E) Push-pull stage with overloaded single-ended driver stage.
Fig. 13-33. Oscilloscope patterns from Scope A terminals.
-------------------
Three push-pull amplifier patterns are shown. Fig. 13-33C shows a good adjustment-all four notches are of equal size. Fig. 13-33D shows a highly undesirable condition, a push-pull stage which is over-biased and overdriven.
A slight kink in the transfer characteristic of the tubes ensues; this appears as a bright line on the pattern. Depending on the amount of overdrive, as many as four bright lines can appear. An operating condition that shows a line on the pattern is highly fatiguing to the listener, regardless of the meter reading. The kink in the transfer characteristic can be made plain by readjusting the oscilloscope sweep. Shift the sync switch to internal sync, and set the sweep rate to the high frequency. This will put one cycle of the high frequency on the screen, and the kink will be clearly visible.
Sometimes a pattern shows bulges instead of notches. This is most likely to occur at low frequencies. It is a sign of highly undesirable regeneration and instability at the frequencies at which it appears-effects that lead to poor transient response. It can result from insufficient B+ supply isolation between the input and output stages, or from an excessive phase shift in a circuit using negative feedback. The effect is most likely to occur between 1 and 50 Hz.
If a push-pull system pattern shows three notches (Fig. 13-33E) instead of four, it is a sign that the driver stage (usually single ended) is overloading asymmetrically more rapidly than the output stage.
The preceding discussion is somewhat idealized, for it assumes that there is only one source of distortion (and hence only once cause of pattern notching). Actually, an audio system may distort at several points. For example, for many hearing aids having single-ended output stages it has been found desirable to cancel much of the output-stage second-harmonic distortion by driver-stage distortion in reverse phase. This in part resembles the action of a push-pull stage; a four-notch pattern may be expected.
A still more confusing result may ensue if there is a source of phase shift in the circuit between two distortion sources. The effect is to shift the position of the notches that correspond to the first source of distortion. Thus a six-notch pattern may be created.
Intermodulation Limits Engineering observation has indicated that intermodulation distortion of less than 10 percent is not immediately noticeable without a chance for direct comparison. In the best commercial disc recording and reproducing systems, the intermodulation distortion is of the order of 2 1/2 to 4 percent at nominal recording level. Radio transmitters average 6 or 7 percent at full modulation and 2 or 3 percent at 80 percent modulation; if conditions are worse than this, retuning often will be a cure.
In any audio system, the amplifier is usually the only portion that can be built to have very low distortion. It is necessary, therefore, to keep the amplifier distortion at a very small fraction of the preceding totals. Hence the amplifier should be used at well below its nominal overload point.
The desirable limit of distortion depends on how long a system is to be heard. For long-period listening, of hours at a time, lower intermodulation distortion (among other things) will reduce listener fatigue.
As was said previously, the relation between harmonic distortion and intermodulation distortion is extremely variable. For a single-ended amplifier, the relation seems fixed only if all the distortion occurs in a single stage and if it occurs in a specified type of tube. Ratios of less than 1 and more than 8 have been observed, as well as all sorts of intermediate values.
Recorder and Reproducer Testing Both disc and tape recorders and reproducers can generate severe inter-modulation. Disc recorders do so as a result of any of these causes: the armature not centered in the air gap; a worn or loose armature bearing; a defective cutting stylus; and amplifier-system distortion, often caused by a lack of sufficient electrical isolation between the amplifier and the cutting head.
Disc reproducers are subject to these faults: stylus tip excessively worn;
armature not centered in the air gap; and poor tracking of the stylus in the groove, caused by insufficient pressure on the record. Poor tracking can be caused by the reproducer arm as well as by the reproducer head itself.
Magnetic recording systems may be affected by: incorrect bias current (usually too low), asymmetrical bias waveform, magnetized recording head, and amplifier distortion.
Distortion in a recording and reproducing system is a function of the recording level. Therefore, a series of tests with levels increased in 2-dB steps is often desirable.
Measuring a Disc Reproducer--A disc reproducer may be checked by feeding the output to an amplifier that has negligible intermodulation distortion under the conditions of the test. Play a test record and operate the analyzer section of the meter as usual.
Analyzing Disc Reproducer Distortion-To analyze the distortion from a disc reproducer, proceed as follows:
1. Connect as in the previous paragraph.
Connect the ground side of the oscilloscope input to the G side of the SCOPE A terminals.
Connect the EXT SYNC post of the oscilloscope to the high side of the amplifier output (that is, not to the G side) .
Temporarily connect the high side of the oscilloscope input to the high side of the amplifier output.
2. Start to play the intermodulation test record.
Adjust the oscilloscope sweep and sync controls to show one cycle of the low-frequency wave.
3. Transfer the high side of the oscilloscope input to the high side of the SCOPE A terminals.
The notch pattern is then available for inspection. Meter readings are obtained in the usual way (calibrate and then read).
Measuring a Disc Recorder-Cut a lacquer disc, working near the out side of a 12-inch or 16-inch disc, using 60 and 2000 Hz or 60 and 7000 Hz, and recording at nominal recording levels of +10, +8, +6, +4, +2, 0,-2,-4, and-6 dB (0 dB = 7 cm/s) . The highest level should be at the maximum diameter. At the higher recording levels, apply the tone for only a few seconds at a time to avoid heating and changing the compliance of damping materials; allow at least 10 seconds between tone applications for cooling.
The cut disc should then be played with a high-quality reproducer and amplifier that have been previously checked for low intermodulation in the range of stylus velocities used in these tests.
Measuring a Magnetic Recorder--If the recorder has separate record and playback heads, it may be measured in the same fashion as an amplifier.
This is done by connecting its input to the OSC OUT terminals and its output to the AN IN terminals, and then operating the tape transport as in normal operation. Test frequencies should be 60 and 2000 Hz. Intermodulation should be less than 3 percent at the nominal recording level, and less than 8 percent at 6 dB above the nominal recording level. With good recorders, distortion is less than 1 percent at the nominal recording level, and less than 6 or 7 percent at 8 or 10 dB above the nominal recording level. If the recorder has a single record-reproduce head, the tone must be recorded first and played back for subsequent measurement.
Equivalent Single-Frequency Power
Manufacturers who rate their amplifiers on the basis of intermodulation tests have wanted a factor to use in converting the indicated power output to a basis comparable with that used by manufacturers who rate their product by harmonic distortion tests. This comparison can be made on a basis of equal peak power output, since distortion in any case is at a maximum at the peak of the output wave. Such a comparative figure is called equivalent sine wave power; it is calculated by multiplying the meter-indicated power output in the intermodulation (im) test by 1.47. The power output on an im basis should be measured using a ratio of 4:1.
EXERCISES
Q13-1. If you want to check the continuity of a microphone cable and transformer with a vom, what should you do first?
Q13-2. What is the most likely cause of hum and noise from a specific microphone in an otherwise acceptable pickup?
Q13-3. If you feed the output of a properly attenuated audio oscillator to the pickup leads of a turntable playback preamplifier (pickup disconnected) , should you obtain a flat response at the output?
Q13-4. What must be checked first before using an IC extraction tool?
Q13-5. What are the two most important things to do for a magnetic tape system on a daily basis?
Q13-6. Name the five basic characteristics of a tape-recorder head to be considered in alignment.
Q13-7. Is a full-track monophonic alignment tape useful for stereo head alignment?
Q13-8. What does the term "netting" mean in two-way mobile radio?
Q13-9. Two basic means of distortion measurement, intermodulation distortion and total harmonic distortion, have been discussed. Which is required in FCC proof-of-performance measurements?
Q13-10. In any type of distortion measurement, what is the basic characteristic you must consider?