by Michael N. Stosich
I began my inquiry into this problem by contacting dealers, professional recording engineers, record producers, tape-head manufacturers, and acquaintances and friends who engage in serious audio. Later, I contacted tape manufacturers, people I knew at various sound archives and government agencies involved with recordings, and even a developer of early tape recorders. Information on' the subject of handling and storing tape is not too easy to come by, and a lot of it seems redundant. Much of the following is culled from technical papers and articles obtained from 3M and Ampex.
Tape Problems
Recording tape consists of a flexible backing material coated with a mixture of magnetic oxides in a flexible binder material that holds the oxides on the tape. Formerly, the backing material was acetate; now it is almost always a polyester film. Most high-quality tapes also have a textured, conductive back coating. The binder is usually implicated in tape squeal. Because of the proprietary nature of the processes and formulas involved in the manufacture of recording tape, it is not possible to determine the exact cause of any degradation that may be taking place.
My experience and that of others is that this problem is associated with top-quality, brand-name tape formulations which appeared in the later '60s and the '70s [1]. I know no cases of old-fashioned acetate tapes squealing or jamming, although I am told it can happen. Acetate tapes do tend to dry out and become wrinkled and crumbly.
They are prone to constant breakage, but at least they play. Interestingly enough, some of the humbler quality, less polished, and less expensive tape formulations, such as Ampex 631/641 and the discontinued Scotch 150, never seem to have the problem.
To have a low-noise product, and to minimize head and tape guide wear, it is desirable to have a smooth, highly polished tape surface. This is especially important to maintain low noise in low-speed operation, such as cassette recording. However, tape can be too smooth, and tape manufacturers are now approaching the limit in this area.
Tape's abrasiveness helps keep the path of tape travel clean. A tape wits too smooth a surface will not be efficient at removing minor debris from the path. In addition, a minute air gap is required between the surfaces of heads and tape to maintain accurate tape motion. With too smooth a tape surface, the tape will tend to stick to the surface of tape heads and guides, alternately sticking to the head and breaking loose in a continuous cycle [2]. When this occurs at a very high rate, we identify it as squeal. The high polish of some quality tapes may exacerbate the potential for squeal.
Many of us are aware of cheaper "white box" tapes that were once commonly sold. They usually were regarded by purchasers as rejects, substandard or defective. The defects were often quite apparent ones, such as width problems, splices, and squealing. Some tape salespeople have suggested that bad batches of tape have sometimes been unintentionally delivered to stores as first-line, because they either did not get caught by quality control or were only later found to have problems. Substandard tapes have been known to show up in the marketplace, but this appears to be an insignificant problem. The problems that people experience are due both to the combination of basic materials from which most tapes are made and to inadequate storage.
I know of three explanations why tape squeal is now emerging so frequently. One reason is that over time, the lubricants in the tape have broken down. Tape with this problem exhibits a white, mold-like, powdery residue on the edges of a reel [3]. Another conjecture is that the binders of some back-coated tapes break down with time due to their particular chemical makeup, and that higher temperatures hasten this process [1]. Chemicals released from this degradation cause the friction that produces the familiar squeal.
The prevalent explanation of tape squeal is that the polyurethane binders used in most modern formulations of recording tape are hygroscopic-that is, they absorb moisture from the air to a degree that depends on the humidity [4]. These binders, depending on the length of their urethane molecules, have been shown to undergo a chemical change at high humidity and high temperature. Ampex has recently acknowledged that this problem can occur with the binders used in their Type 406 and 456 tapes manufactured between 1975 and 1984 [3]. This degradation, known as hydrolysis, can occur very rapidly-under laboratory conditions, in as little as four weeks at a relative humidity (RH) near 100% [5]. In fact, one suggestion for testing tape is subjecting it to 80% to 95% RH at 120° to 130° F for three days and examining it for problems [6]. Under less extreme conditions, degradation may take much longer to occur and may not affect all the molecules constituting the binder.
High temperature and humidity are looked on as the main causes of hydrolysis. Humidity is considered the basic culprit, with temperature merely hastening the process. Hydrolysis induces the molecular chains of the binder to break down, which causes the resultant chemicals and/or the tape's lubricants to arrive eventually at the surface of the tape. Tape that has undergone hydrolysis becomes sticky, thus adhering to and squealing against tape heads, and can even cause many layers of tape to stick together in a block on the reel. When the binder's breakdown is complete, the oxide layer may crack off the backing. A 3M publication cites cases of tape stored for extended periods of time at 80° F and 80% RH actually having the layers stick together after 15 years [4]. The effects of humidity (squealing, stickiness), once exhibited, often indicate permanent damage to the tape. Fortunately, the literature also indicates that hydrolysis is somewhat reversible. In mild cases it can be reversed by subjecting the tape to a very low humidity (11%) for a period of time [5].
Storage Environment
Table I summarizes the temperature and humidity ranges that have been recommended by a number of published sources on the subject for normal and archival storage environments and those cited as detrimental. Sometimes this had to be extrapolated from the articles. Papers on the subject usually do not state exactly what constitutes a detrimental environment for tape, but 3M [4] does refer to deterioration after storage at 80% RH and 80° F, and a recent article in the Journal of the Audio Engineering Society by an Ampex authority [7] suggests deterioration at conditions above 40% RH and 68° F. This latter assertion agrees with temperature-versus-humidity curves, published by Agfa (Fig. 1), for two levels of tape degradation caused by binder hydrolysis [8]. The curves indicate 40% RH at 68° F, for example, to be a marginal storage condition, and 70% RH at 80° F to be a detrimental storage condition.
Authorities on the subject are in general agreement that low temperatures and humidities are necessary for long-term storage of recording tapes. Typically, the recommended temperature range is from 60° to 75° F and the humidity from 30% to 50%. It should be noted from Table I that exceptionally low humidities, i.e., 25% to 38%, are recommended for archival storage by most recent sources. Many common laboratory and household hygrometers (instruments for measuring relative humidity) indicate the ideal humidity range for humans as being 45% to 65%. Someone who lives in Colorado, where the humidity seldom exceeds 30%, recently told me that he has never experienced any of the squeal problems using the same brands and types of tape.
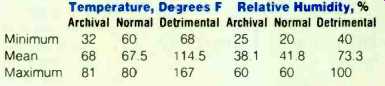
Table I--Tape storage conditions as defined by temperature and humidity.
The figures represent the range of values given in various publications
of Ampex, BKM Associates, European Broadcasting Union, and 3M, and in
papers and books by Marvin Camras, Howard M. Tremaine, and Jim Wheeler.
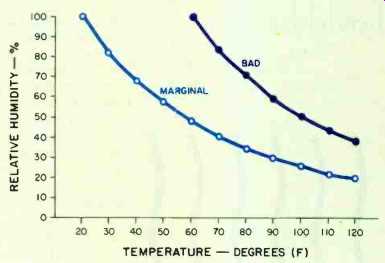
Fig. 1--Temperature and humidity conditions which cause marginal or
bad tape degradation due to hydrolysis of the hinder, as determined by
Agfa.
Nowhere in the literature is there a definition of just what period of time constitutes archival. In fact, the longest times referred to in any of the papers is 35 years--that concerned acetate tape, and I have never heard a report of acetate tape squealing. Articles and papers usually use 10 or 20 years when referring to storage times of modern polyester formulations (which, after all, are not much older than that). One who is familiar with old recordings, however, would hardly refer to such comparatively short periods as archival. I would suggest that normal storage periods for other types of items might be 25 years and that archival should refer to at least 50 years. Table I indicates that archival storage conditions are quite dry and cool by the standards of summers in central U.S.A. As the ranges given in the Table imply, the storage conditions considered normal by some authorities overlap the conditions that other authorities suggest as archival, and conditions recommended for archival storage by one source exceed those listed as detrimental by another! One could interpret the information to suggest that under normal storage conditions, the life of tape might be very short. In fact, Ampex now states only that their product should last at least 10 years under proper storage conditions [3]. What is disturbing about this is that many of these tapes may be recordings of important family events, master tapes of celebrated musical and dramatic performances, or recordings of important historical events. Recordings assumed to be permanent may be deteriorating on the shelves. I have carefully made many safety copies of crumbly, old acetate tapes only to find those safety copies squealing after only two years. It is frightening to think that the only way we can make a safety copy of a recording on an unstable medium is on another unstable medium. Much of what is written on the subject basically tells us how we might obtain a safety copy of a deteriorated tape. We must consider the fact that every time we introduce a generation of recording, as in safety dubbing, we audibly degrade the recording with distortion, noise, and speed irregularity.
Storage Problems
Special precautions should be taken when storing tapes in building basements. Being porous, concrete absorbs ground moisture and acts like a wick. Concrete floors and walls, therefore, are very effective humidifiers. A dehumidifier may not be sufficient to remove this moisture. My advice is to make sure no ground water is in contact with the floor. Most newer houses have sump pumps, but older ones often do not. I highly recommend the installation of one if your house is not so equipped. In my case, the house was 60 years old and a hole had to be dug into the floor. Crushed stone was put into the hole and then a sump pump was added, for a total cost of about $500. While it would be nice to have drain tile around the basement to connect to the pump pit, it is not absolutely necessary. Water will tend to collect at that spot, and the ejector pump will remove it. In' many basements that are not too deep, a dehumidifier may suffice, but I recommend one in every case. If silica gel or other non-liquefying desiccants are available, place a small amount in the tape boxes and/or store reels in plastic bags [9]. People who store their collections of tapes above ground, but who don't mind the heat in summer, may also have problems. I am amazed at the number of people who don't have air conditioning even in the relatively hot, humid climate I live in. Some collectors may think that they don't need air conditioning for themselves, but according to the data, their tapes may not survive in the high humidity and temperature that summer often brings. The best way to reduce house or apartment humidity is to use air conditioning. In fact, much of the feeling of coolness associated with air conditioning is due to its lowering of ambient humidity.
Remedies
What can you do to tapes that won't play? One solution, suggested by a longtime record producer, is to dub the tapes at a minimum of twice the recording speed. The idea is to shift the tape's mechanical vibrations way up in frequency, possibly even to a frequency so high that the tape's mass will limit its vibration. Theoretically, the tape won't have the time to stick.
As mentioned before, some of the humidity damage can be reversed or reduced. Before throwing the reels out, here are a few hints: First, dehumidify the tapes. If a vacuum chamber is available, try leaving the affected tapes in it for an afternoon or a day. If the season is warm and the weather dry, try sticking them in an attic for an afternoon, with the boxes open (assuming the attic's temperature doesn't exceed 140° F). In winter, when the heat is on and the humidity (if you don't have a super humidifier) is low, open the tape boxes and let them dry out for a few weeks.
I have heard of several methods of rejuvenating tapes by baking them in ovens. However, the benefits may not last. One method is to bake them under precise conditions in a convection oven. This process requires regulation of the temperature within 3° F over a time and temperature cycle [1]. It is claimed that this allows the binder's broken chemical bonds to be remade.
An alternate baking method has been described for drying out tapes which have been subjected either to excess moisture or to flooding [7]. For excess moisture, the process is to bake the tape in an oven at 120° F for 24 hours, cool, then rewind and fast forward the tape a couple times. For flooding, the process is repeated.
A laboratory oven is recommended for this process, as kitchen ovens can easily overheat and ruin a tape. Nevertheless, I have adapted the described processes to the home oven so that I can salvage otherwise unplayable tapes to make safety copies of them.
The following method for rejuvenating tapes is similar and has been effective but must be followed with extreme care to avoid catastrophic mistakes: Heat a stove oven to approximately 125° F (probably the lowest setting on the dial). You must use an oven thermometer, as it is imperative that the tape not be heated above 150° F. After the oven's temperature has stabilized for 10 to 15 minutes, turn it off. If the oven will not stabilize at a temperature below 140° F, simply turn it off and wait until the temperature, as measured on the oven thermometer, drops below 140°. Quickly place the bad reel into the oven, and leave it there for at least 30 minutes-don't turn the oven back on! (When on, an oven produces pulses of high temperature, then cools. Thus the average temperature may be low, but the peaks can damage the plastic reels and tape itself.) After the reel has been lightly baked for 30 minutes, it should be removed and allowed to cool and stabilize for several hours or overnight. Do not rush the process. If necessary, repeat the process again. I have found the results to be cumulative. Tapes thus treated often play with little or no squeal.
As mentioned before, the benefits of baking may not be permanent with severely deteriorated tapes. Practice this with totally unimportant reels before subjecting a valuable reel to this potentially destructive treatment. In fact, this method may only allow you the ability to make a safety dub of the deteriorated tape. Paradoxically, it may be advisable to use one of the older formulations, with a rougher polish (such as Ampex 631 or 641), to ensure against the recurrence of squealing in the safety copy.
Very recently Agfa showed, by setting up a unit to recondition and copy such tapes, that they not only were aware of the problem but that they acknowledged some responsibilities to users of their products [10]. By its proprietary XT process, Agfa hopes to provide customers with a means of retrieving information "lost" on deteriorated tapes. Prices range between $280 and $350 for processing a 2,500 foot reel. Whether they will process other manufacturers' tape is not known at this time.
Machine Problems
You can minimize friction by removing oxides that deteriorated tapes have shed onto heads and guides. So keep these surfaces clean with either commercial tape-deck cleaning products or, as I co, with cotton swabs and isopropyl alcohol. Be careful when buying products labeled "rubbing alcohol." Avoid the many such products that include oils.
When dubbing a bad reel onto a good one, you may have to stop and clean machine surfaces several times before completing a dub. More often than not, even when I cannot see a buildup, cleaning these surfaces mysteriously stops the squeal--for a while.
Make sure that all heads and guides are demagnetized, as magnetized surfaces tend to attract loose magnetic oxides.
If the squeal is very mild, it may be possible to alleviate it somewhat on machines equipped with manual holdback-tension switches (often labeled "reel size' or something similar), by reducing tape tension. If playing a 10 inch reel, set the switch to the tension recommended for a 7-inch reel. If you need to play a 7-inch reel, wind the tape onto a 10-inch reel. If you don't have a switch, and the machine is a 7 inch machine, it may be possible to wind the tape onto a 7-inch reel with a large hub, such as those once popular for prerecorded tapes. Bear in mind that altering the holdback tension can induce other tape motion problems, such as improper reel braking, flutter, or running off speed; so proceed with caution.
One collector, James L. Snyder, has suggested that using a bidirectional tape recorder may help [ 11 ]. These machines often have asymmetrical head and guide arrangements, so that the tape passes over the drive components in a different order for each direction of play. Using three different brands of machine, Snyder found that, 85% of the time, tapes would squeal in one direction but not in the other. This may also be due to a difference in holdback and take-up tensions in the two directions. While I haven't personally done this, I have used different machines with different head/guide arrangements and have obtained similar results.
Tape heads and guides with "flats" worn into them can aggravate the situation by enlarging the surface the tape passes over and can stick to, thus producing or increasing squeal. If the guides cannot be rotated to expose new surfaces, they should be replaced. Even relapped heads may lose their previous sharp profile and develop a larger contact area that aggravates sticking and squealing.
The design of some tape guides and tensioners can add to the problem.
Some machines, such as old Revoxes and Vikings, have spring-metal tensioners which serve as "shock absorbers" over which the tape rides [ 12]. These have been known to whine as the tape passes in contact with them and impart squeal to the recording or playback. I found that the spring-loaded, adjustable-height tape guides on both of my Technics RS-1500s acted the same way. I replaced these two guides with a pair of ridged, nonadjustable ones identical to others employed elsewhere on the deck. This resulted in only a slight reduction in some tapes' tendency to squeal, but even such small effects may combine with the effects of other remedies to significantly reduce the problem.
If the need is to make a safety copy of a deteriorated tape, it may be advantageous to remove any and all unnecessary surfaces over which the tape passes and to which it might adhere. Such surfaces include unused erase and record heads, and even some guides. If the machine in question has a removable head-block system, a special head block can be contrived having only a play head and minimum number of guides. I have used this method with great success over the last several years.
Lubricants
In lieu of drying out tapes and cleaning and demagnetizing playing surfaces, few other things can be done.
Applying some sort of lubricant either to the head or tape has been tried by many, but usually with limited results. I know of people who have tried spraying silicone lubricant on tape heads and reels, but to little avail. As an experiment, I tried applying a little of this lubricant to tape heads, and it worked for only the time it took the tape to wipe the head dry-about a minute. The collector mentioned earlier in this article went to the extreme of applying French horn valve oil to particularly unplayable tapes to make safety copies. Just recently, he contacted me to describe a method where he repeatedly fast spooled the tape over the surface of a silicone-impregnated record/tape cleaning cloth like those made by Radio Shack and countless other manufacturers. He noted that by the time oxide ceased being deposited on the cloth, the tape was ready to play properly. One producer of historical and old radio broadcast records offered the following suggestion: Lubricate the oxide surface of troublesome tapes by rewinding each tape so it passes over the lead of a pencil, whose graphite will act as a dry lubricant. Another record producer suggested the application of motion-picture film lubricants such as Filmagic Pylon Blue Lubricant, Xekote, or Vitafilm Lubricant and Preservative. These motion-picture products are applied both to the projector mechanics and to the film directly.
Their safety when used with recording tape has yet to be demonstrated, so I recommend using them only as a last resort.
Ampex Corporation was kind enough to provide me with a sample of "Topical Lubricant Solution-0.5% Fluorosilicone," a tape lubricant consisting basically of a small percentage of silicone of some kind, dissolved in Freon TF. To use it, one has to hold a lubricant-soaked applicator against the oxide side of the tape as it passes into the head/guide of concern. While it was somewhat effective, it proved extremely difficult to use, as it was necessary to repeatedly soak the applicator to get through a complete reel of tape.
Tape squeal would often begin before this could be done. It was also very awkward to hold a cotton swab in precise alignment against the tape for extended periods. I also looked into Krytox, a fluorinated oil made by Du Pont, which is used by some manufacturers of magnetic memory discs as a surface lubricant [13]. Krytox has been indicated as useful in lubricating old tapes whose lubricants have actually migrated away. For this use, a 1% solution of Krytox 143AC in 99% Freon TF was suggested. It is applied directly to the tape with a soaked applicator while fast-spooling [7]. On the theory that this might also apply to tape affected by hydrolysis, I applied a 2% Krytox 143AC solution to a tape severely deteriorated by hydrolysis but observed little benefit. Furthermore, Krytox costs $176 per pound, and Freon TF cannot normally be purchased except as small bottles of tape head cleaner or in spray cans. (Freon TF is commonly available in Radio Shack stores as their professional tape head cleaner.) These products and chemicals are either not commercially available, difficult to locate, or very expensive. They are only mentioned here for the sake of completeness.
I was able, however, to find similar products expressly aimed at recording tape. I know of only a few commercial products presently available that address squeal. GC Electronics of Rockford, Illinois produces a "Tape Head Lubricant," Cat. No. 30-124-2.
Amongst its listed benefits are a reduction of wow, flutter, and squeals. Radio Shack sells a tape care kit, Cat. No. 44-217, which includes cotton swabs, a head cleaner, and a head lubricant.
Both of these lubricants appear to be a silicone in an alcohol base. As described previously, these products proved to have very limited benefits, as the tape quickly carried off the lubricant. Some people have had successful results at lubricating tape when they applied Radio Shack's head lubricant directly to the oxide surface of the tape with a cotton swab while fast-spooling [ 11 ]. I suggest the following for more uniform application: Start from one end of the reel, applying half of the intended volume of lubricant, and then follow up by applying the remainder from the other end of the reel. Be careful not to get lubricant all over tape drive surfaces like the rubber pinch roller and capstan, which would severely limit their ability to regulate tape speed.
Another product is Last Factory System Formula #9 Interlast Tape Head Treatment. The manufacturer claims that it is not a lubricant in the traditional sense, and that it does not introduce a film between head and tape. (Such a lubricant film might reduce high-frequency performance by introducing too large a gap, and also might contaminate the tape with potentially detrimental products.) The manufacturer's explanation of how the product reduces the "surface energy" of the head face is not fully comprehensible to me. My experience with the product is that it can reduce the squeal considerably. Often, it will work for the playing of an entire reel. With more seriously deteriorated tapes, it may provide only short-term squeal-free operation-usually, but not always, enough to get a safety copy.
Another curious product I found is not advertised as a tape lubricant, but its application is similar to other products I have described. Last Factory Formula #10 Tape Preservative comes with its own applicator and marker labels to indicate treated tapes. The applicator is a large plastic foam swab.
Application is made by pouring a quantity of preservative into the applicator and fast-spooling the tape with the applicator in contact. I do doubt the uniformity of application via this method, but there are few alternatives.
Last claims that this product can slow the process of hydrolysis and thus multiply the life of tape three to seven times [14]. However, I have not noticed from one application any reduction in squeal with tapes that have already degraded. If you've dried out some tapes, it has been suggested that with time they'll be more likely to exhibit the problem than new, or properly stored, tapes. It might be a very good idea to initially dry out a tape by one of the methods I have suggested, then apply Formula #10. A dried-out tape may better absorb the beneficial compounds, resulting in a more permanent restoration. The effectiveness of this process awaits long-term conclusive evidence. As the product is most likely to apply to recording tape as described, this process may alternately serve as a simple home method of cleaning tape of some of the gummy material and loose oxide produced by hydrolysis.
Going on the assumption that the sticky products of deterioration collect on the playing surface of tie tape, I attempted to clean tapes that had recently shown a tendency to squeal. I cleaned samples of the tape with several fast-spooling passes, using a cleaning/lubricating cloth and also by pinching the tape lightly with a cloth dampened with Last Formula #10 and with straight Freon TF. In all cases, the tendency to squeal was reduced.
However, I do not know the long-term effects of cleaning with such Freon based solutions as Last or Radio Shack head cleaner, since such cleaning (as opposed to other methods such as baking) definitely removes some constituent of the binder.
Conclusions
I offer these specific recommendations that may help prevent premature deterioration of your tape collection. In temperate climates, store tapes in basements only as a last resort. If tape must be stored in a basement, use a dehumidifier, and ensure against ground water being in contact with the floor. Also, never store tape in non temperature-controlled garages. In summer, use air conditioning, at least where the tape is stored. Never use a tape that exhibits even a slight, onetime squeak. And finally, consider using older, higher noise tape formulations, which are more abrasive.
The following techniques may prove helpful in improving playback of degraded tapes for dubbing: Demagnetize and clean heads frequently, clean the tape, reduce tape tension, use tape head/guide lubricants, dehumidify/bake tapes, remove unused heads and guides, and make sure guides do not resonate at a squeal frequency.
The techniques described in this article were largely developed while under pressure to maintain recording production. These methods are doubtlessly not the only ones available for dealing with deteriorated tape. Since tape recording as we know it is only about 40 years old, and the specific problems described here are far more recent, we are still in the preliminary stages of identifying the problems and the anecdotal and experimental stages of dealing with them. These techniques, however, have been used by knowledgeable people who required definite results.
References:
1. Kent, Scott, "Binder Breakdown in Back Coated Tapes," Recording Engineer/Producer, July 1988.
2. Miller, Rudolf, "On Improvements of Magnetic Tape Shown by Measurements on Early and Newer Tapes," Journal of the Audio Engineering Society, October 1988.
3. Smith, Steve, Product Line Manager, Ampex Recording Media, personal conversation, April 1990.
4. 3M Corp., Technical Bulletin, "Magnetic Tape Recording: Forever?"
5. Camras, Marvin, Magnetic Recording Handbook, Van Nostrand, 1988.
6. Wheeler, Jim, "Long-Term Storage of Videotape," Ampex Corporation, 1982.
7. Wheeler, Jim, "Increasing the Life of Your Audio Tape," Journal of the Audio Engineering Society, April 1988.
8. Jenkinson, Brian, "On the Problems of Long-Term Storage of Magnetic Video Tapes," AGFA Forum, November 1987.
9. 'Wheeler, Jim, "Videotape Storage,' American Cinematographer, January 1983.
10. Matarazzo, John, Agfa-Gevaert, Inc., personal conversation, July 1989.
11. Snyder, James L., "Wireless Wanderings," Illustrated Press, June 1988.
12. King, Charles, "Greening the Revox G36," Glass Audio, Issue 1, 1988.
13. Product Information Booklet, "Krytox Fluorinated Oils," E.I. Du Pont de Nemours & Co. E-77917-1, August 1986.
14. Davies, Walter E., "Preserving Magnetic Tape," Broadcast Engineering, October 1987.
(adapted from Audio magazine, Nov. 1990)
Also see:
EQ & NR: Striking A Balance (Aug. 1988)
Deck to Deck Matching and NR: Straightening the Mirror (Aug. 1986)
Hi-Fi Sound on Hi-Fi VCRs (Sept 1988)
Crest Factors of CDs (Dec. 1988)
Introducing Dolby S-Type Noise Reduction (Jun. 1990)
= = = =