(based on Paradigm's Power Trio, article in AUDIO magazine, April 1999)
When asked if he’s a longtime hi-fi hobbyist, Scott Bagby replies, "Guilty." Like many audiophiles, the Toronto native began working in the industry as soon as he could, making deliveries and setting up systems for an audio dealer while still in his teens. Bagby says he was so "enthralled" with speakers that he dreamed of starting a company to produce them, but he "wasn't quite sure how it was all going to come together until he got to know Jerry VanderMarel and Martin Stec, who were then employed by Angstrom a Canadian speaker company.
In 1982, the trio founded Paradigm in a Toronto suburb, with Stec in the de signer's role and VanderMarel heading up sales and marketing. In the early years, Bagby oversaw administration, but he also managed to find time to work alongside Stec on design. "In the beginning, there was nothing but work," he recalls. When, in 1985, Stec returned to Angstrom, Bagby moved into the lead designer's slot, which, at age 43, he continues to occupy. In 1986, Bagby and VanderMarel, who is a year younger, were approached by VanderMarel's older brother, Bill, who offered to help establish Paradigm in the U.S. market. The fact that the elder VanderMarel had spent seven years with Technics, in the 1970s, was beneficial. At that time, Technics had counted on audio specialty dealers to give credibility to its gear, which also carried the Panasonic name, and Bill VanderMarel was well aware of the fallout that resulted when the company broadened its distribution. The clamor convinced him that, in the U.S., Paradigm should form--and stick with--a network consisting o specialist audio retailers Since starting AudioStream, marketing company, with his brother and Bagby, Bill VanderMarel, now 47, has maintained his course. That has helped propel Paradigm into the ranks of North America's largest home hi-fi speaker brands.
An early alliance with Canada’s National Research Council also played a critical role in shaping Paradigm. During the firm's first years, Bagby and Jerry VanderMarel worked closely with the NRC and absorbed the precepts of Floyd Toole, who was then an NRC scientist. Toole, who now works for Harman International, is known for correlating the results of double-blind listening tests with measurements taken in an anechoic chamber. In developing its products, Paradigm continues to combine the results of anechoic measurements and blind listening sessions.
-- -- -- --
--What were the major lessons your involvement with the NRC taught you?
Jerry VanderMarel: I think the biggest one was that you can measure what you hear.
Bill VanderMarel: At the time, there was a lot of subjective opinion about speaker performance that didn't seem to correlate with any particular set of measurements. The NRC clearly proved that there is, in fact, a direct correlation between what we hear and what we can measure. Applying the measurement criteria that we know correlate at least brings us into the arena of good sounding speakers.
--Were there any surprises in terms of what measurements correlated with good results in listening tests?
Scott Bagby: Probably the biggest, most consistent surprises were in measuring off axis frequency response, which there's always an urge to gloss over. When designing a speaker, you can try to cut down the number of measurements required and say, "I'm really just interested in response on axis and maybe 30° and 60° off axis. If those results are good, then the speaker's good." But that's not enough. Other things can have a dramatic impact.
above: The Studio/100, the Paradigm Reference flagship, has two 8-inch woofers,
a 6½-inch midrange, and a 1-inch tweeter.
--What do you measure?
S.B.: We take curves at 15° intervals in the horizontal plane through 360°, and we do the same vertically. All those responses are then summed and integrated to give us a total energy response curve.
You have proprietary measurement software to generate all of these response tests. What can you tell me about it?
J.V.M.: Peter Schuck [ joined Paradigm in 1993] developed a software program when he was at the NRC. Since then, he's de signed a very powerful, state-of the-art digital measurement system, which involves speaker tests recommended by the Council.
S.B.: An average curve used to take us about 30 seconds to measure, which meant that it could take us more than an hour to de rive a loudspeaker's total energy response. Every time you want to make a change to your crossover, you affect total energy response, so if you're working eight hours, you get, only eight tries a day at crossover variations. Peter's sys tern allows us to take a single measurement in about 4 seconds.
We also automated the process so that the turntable--we have a rotating measurement platform in our anechoic chamber—automatically turns 15° at a time as the computer records each measurement. Now we get the total energy response curve of a speaker in about 5 minutes.
--Outline the design process for me.
S.B.: We start by engineering drivers that are optimized for specific applications. This involves choosing a cone or dome material as well as a thickness and specific shape. We look at the suspension and surround, establish voice-coil parameters, and choose a motor structure. Then we design and engineer an enclosure to maximize smoothness and minimize resonance and coloration. At that point, we take total energy measurements for each of the drivers in the enclosure, including impedance and phase, and import the data into our proprietary crossover program, which Peter also designed. That allows us to model the crossover, in software, with a high degree of accuracy—our simulations are accurate to better than half a dB—and to see, virtually instantaneously, a single curve or combination of curves on the computer screen. We can then create different simulations and compare their individual characteristics. Only then will we fabricate and listen, under blind test conditions, to the complete system. If our listening tests cause us to make a crossover change, we can go back to the computer, make the change in software, and immediately see how it will affect our response curves. There’s no need to take a whole new set of measurements.
--You stress the fact that you’ve always done your measuring in an anechoic chamber.
S.B.: If you measure outside an anechoic chamber, unless you use a gated technique, you’re going to include reflections, which will modify frequency response curves. You may have peaks or valleys not characteristic of the speaker itself. Even if you use a gated technique and cut the sound off before there’s a reflection, you’re just going to have a snippet. Unless you have a very large room, you won’t have enough sample to get an accurate result, because there isn’t enough time for whatever the speaker’s problem is to build up. And most curves that aren’t done in anechoic chambers look very smooth once you get below 1,000 Hz. Unfortunately, a lot of what we hear happens to occur below 1,000 Hz.
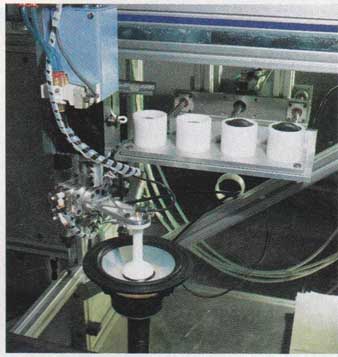
Fig.: A robotic assembler glues a dustcap to a Paradigm woofer.

Fig: The Performance Series comprises the Micro, Atom, Titan, and Phantom.
--Your anechoic chamber, which encompasses 33,000 cubic feet, is even larger than the NRC’s. Why did you go to the trouble and expense to make it so spacious?
S.B.: An anechoic chamber is actually anechoic at any frequency where the coefficient of reflection is less than 1%, or, in other words, where its acoustic wedges absorb 99% of the sound. A large chamber accommodates large wedges; ours are just less than 7 feet from tip to base. We have equalized the lowest frequencies and checked the equalization against the inverse square law, and our chamber is calibrated accurately to within better than 1 dB down to 8 Hz. The large size also enables us to measure speakers at a distance of 2 meters from the microphone, for proper summing of individual drivers.
--Do you feel that one or more segments of the frequency spectrum are more important to a speaker’s sound quality than others?
S.B.: If you can hear it, it’s important, so we pay close attention to all octaves. Getting the midrange right is the first priority, especially in the crossover region, where you’re not only working with the bulk of the information but also with the integration between the tweeter and midrange (or midrange/woofer). An awful lot of attention has to be paid there. There are factors other than frequency response that can be a little bit more askew, such as distortion. In the low bass, for example, it’s more difficult to hear harmonic distortion. Because it’s more forgiving, the allowance can be a little bit greater.

Fig.: This injection-molding machine forms woofer cones for Paradigm’s Monitor
Series.
--Don’t you have a distinct preference as to where you cross a speaker’s midrange driver or woofer over to its tweeter?
S.B.: We tend to have our speakers cross over lower than most. In our measuring and listening tests, we often find the woofer or midrange starting to become directional well before it approaches its upper limit. We don't want to have a large dip occur off axis, then abruptly have wide dispersion again when we cross to the tweeter. If the signal can be crossed over at a lower frequency, you're going to have seamless integration off axis as well as on.
--That, of course, puts additional demands on the tweeter. How do you deal with them?
S.B.: Because we're asking the tweeter to handle a wider bandwidth, it's going to have to handle more power, so we pay careful attention to the materials and adhesives that we use. They can better handle-and dissipate-heat. In our Reference line, we use an aluminum dome that employs very high-temperature componentry.
We go so far as to have an aluminum tweeter faceplate, which uses transistor heat-sink compound between it and the magnet structure's top plate; this helps draw heat away from the magnet structure. Also, the face plate has ribs that increase its surface area and dissipate the heat more effectively. This improves the tweeter's dynamic range and allows it to function effectively over a wider frequency range.
--You've said that, because of stringent performance requirements, you have to manufacture these tweeters in-house. In fact, you began to manufacture some of your drivers in house as far back as 1985. Do you now make all of them?
J.V.M.: The figure is probably 90% to 95%.
S.B.: We're quite vertically integrated at the moment.
--You have about 250 employees working in several facilities. Where are these facilities, and what goes on in each of them?
J.V.M.: In Ottawa, the Canadian capital, is the Paradigm Advanced Research Center, with a staff of six engineers. Being a 3- or 4-hour drive away from production, they can remain very focused on their mandate.
--Which is?
J.V.M.: Electronics design and software development. Besides designing software for product testing, we need to develop systems for our production line to ensure quality control. These are fairly sophisticated. Design work for our subwoofers and active loudspeakers, which have amplifiers and electronic crossovers, is also done in Ottawa. The key person behind that is Marc Bonneville, who’s also responsible for other advanced digital electronic projects.
--Like Peter Schuck, Marc previously worked at the NRC. Do you still work closely with the Council?
S.B.: We remain friends with people who work there, but the NRC’s anechoic chamber can probably fit inside ours, so we find it much more useful to do our work at home.
J.V.M.: Moving westward, our next facility is located in Woodbridge, a suburb of Toronto. We have 65,000 square feet there, where we manufacture almost all of our sub-components—woofers, tweeters, crossover networks, and amplifiers for our active speakers and subwoofers. Our acoustic research facility, including the anechoic chamber, is in this location. We have a staff of eight working under Scott in engineering. Their mandate has to do with anything related to acoustics.
--You also have a cabinet factory.
J.V.M.: That’s about another 15 minutes to the west in Mississauga, Ontario. Our facility there is 115,000 square feet. It’s where we have our wood shop, do final assembly, and perform product testing. Then we store the product in a finished-goods warehouse.
--And you maintain separate marketing facilities.
J.V.M.: AudioStream, in Burlington, Ontario, is where we do our marketing.
--Bill, you and your colleagues decided early on to restrict distribution to a network of audio specialty retailers. Eventually, won’t this limit your growth?
B.V.M.: You do reach growth limits, but you have to be realistic with your expectations. Growth for its own sake can lead to self-destruction. We’re still expanding into categories we’re currently not covering or not covering as completely as we could, such as in-wall, outdoor, and lifestyle speakers.
--What about automotive speakers?
B.V.M.: We’ve been asked that many, many times over the years. We’re really very focused on the categories we try to make our mark in. Unless we feel we can provide the level of focus that’s required to create a strong position for our brand in an area, we tend to stay away from it. We have, quite literally, had our hands full meeting the demand for our home audio products in Canada, the U.S., and internationally.
S.B.: We over-engineer our products.
Yet reviewers repeatedly stress the high sound-per-dollar ratio of Paradigm’s products. How do you manage to combine over-engineering with value?
S.B.: The over- engineering is in the amount of time we take to make sure that something’s right. We may spend an extra 6 months working on a project to get the sound right for what we determine is a viable price.

FIG.: An electronic discharge machine, used by Paradigm to fabricate component
molds
--Please explain how your company manages to bring a product in at what you call a viable price and at what others might call a value price.
S.B.: One way is automation. You can have consistency and repeatability. Also, volume. Another thing that helps a lot is vertical integration. We make our own cones; we design our own tooling; we make a lot of our dyes. We don’t have the extra markup that buying from sub-suppliers makes common in the industry.
B.V.M.: Vertical integration also means we can build to higher precision without incurring the premiums a sub-supplier would normally charge. The premiums aren’t always based on what that extra precision costs the sub-supplier; they quite often reflect what the market will bear. When we’re building internally, we can look at the raw cost, as opposed to other factors.

Fig.: Paradigm manufactures 90% to 95% of its drivers in-house.
J.V.M.: We’ve al ways been very frugal and, over the years, have managed to acquire very sophisticated equipment. At the present time, we have several million dollars’ worth of equipment, which allows us to manufacture very efficiently. Another thing: The company's privately held. We don't have to answer to stockholders or pay dividends at the end of the year. We can put resources toward working capital to make us more efficient.
B.V.M.: We also create all of our own marketing materials in-house, everything from advertising and literature to owner's manuals and training materials.
---Scott, this is like asking which of your children you like best: Do you get greater satisfaction from designing high-performance small speakers, like the $180/pair Atom and $220/pair Titan, or the more expensive models in your Reference line?
S.B.: They're probably equivalent, for different reasons. We want the price leaders to be best-in-class, and increasing the cost isn't one of the options. You have to work at finding the right combination of materials and optimizing the execution to the "nth" degree.
--Even to the point of specifying a nonremovable grille on your least expensive speakers, because fasteners add to the cost?
S.B.: Absolutely. With the Reference Studio/100, on the other hand, you want it to sound the best, and best is hard to do. It takes a lot of engineering finesse. The objective measurements are a great tool, but we also have to combine them with lots and lots of listening. There are things you'll find in listening that point to a problem. Technically, you'll find a way of solving it, but you have to hear it first. Ironing out all those things is very heady. I feel a lot of pride about the performance of an Atom, and I feel a lot of pride about the performance of a Studio/100.
--The Studio/100, the flagship of your high-end Reference line, retails for $1,800/pair in basic black ash and without internal amplification. Is there a substantially more expensive speaker in your future?
B.V.M.: We've had requests from our dealers, over the last two or three years in particular, to build something that outdoes even the Studio/100. We've given that an awful lot of thought, and we believe there are ways it can be done. There are still areas where we can improve performance-especially in dynamic range, bandwidth, and distortion-to meet future demands. We're now moving into 96-kHz/24-bit reproduction quality or maybe even 192/24. So there's going to be a demand, we believe, for speakers that keep up with what the new for mats can reproduce.
--Active full-range speakers have never been very successful in the North American market, yet you chose to make them. Why?
B.V.M.: We did so with fear and trepidation, but it was a logical next step in terms of performance. In the past, speakers of this type have been only marginally successful, although we felt that we had a better shot because of home theater, where you get a customer with a different focus-not one who likes to change equipment frequently. Active full-range speakers have done remarkably well for us.

FIG.: Paradigm uses auto-insertion machines to attach parts to circuit boards.
--Last September, the Paradigm Group bought Sonic Frontiers, another Canadian manufacturer based in the Toronto area. What does that company look like now, and what are your plans for it?
B.V.M.: The product line consists of high-end tube electronics and mid-priced hybrid electronics and solid-state gear that includes amps, pre amps, CD players, CD transports, and D/A converters. In the two-channel high-end market, Sonic Frontiers is a very established brand.
Looking ahead, we plan to move into multi channel amps and surround processors. Chris Jensen and Chris Johnson founded Sonic Frontiers. When the Paradigm Group acquired the company, they stayed on as operating share holders and they continue in their management roles.
Also see:
Paradigm 7se Loudspeaker (Sept. 1989)